
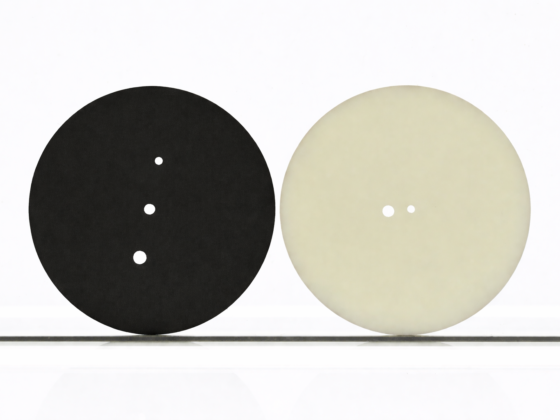
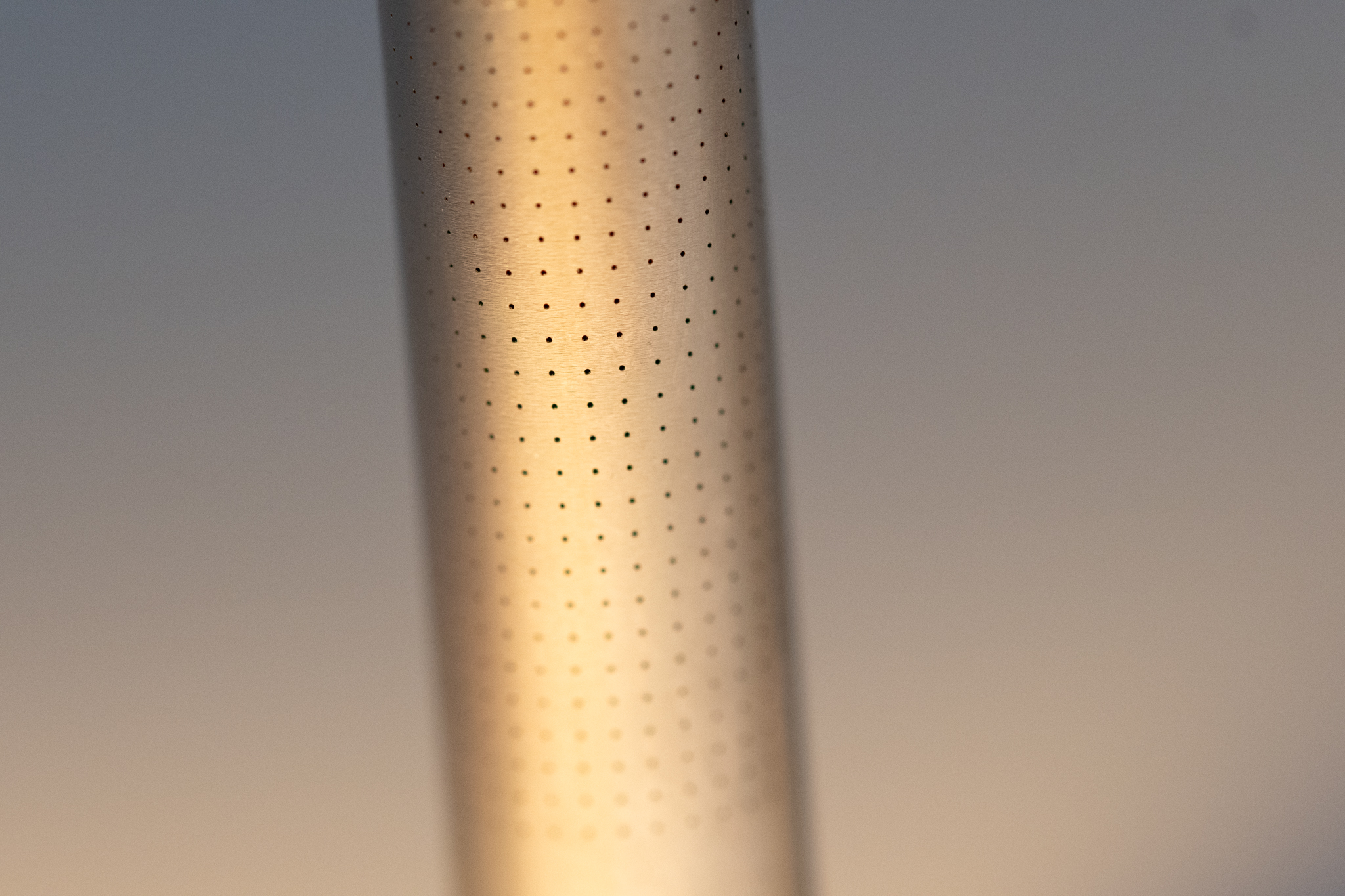
Hochpräzise zylindrische Bohrungen ab 150 µm ohne typische Konizität
Maximale Material- und Geometrieflexibilität
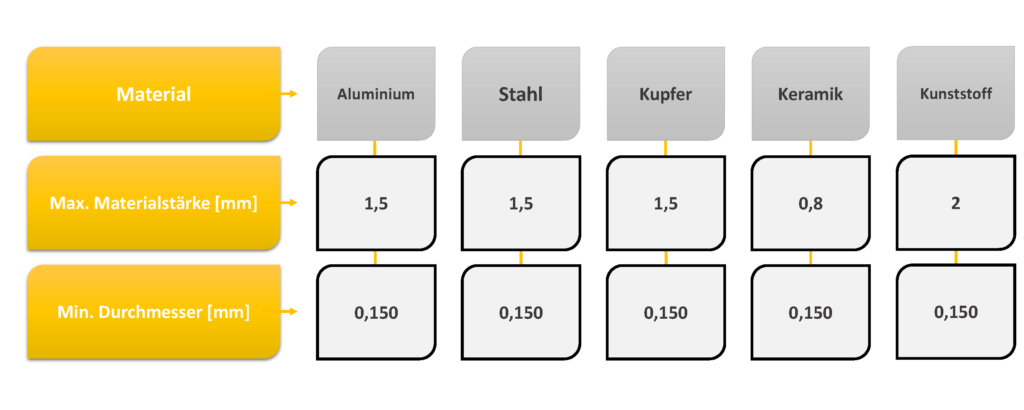
Materialstärken von ca. 50 µm bis 1,5 mm
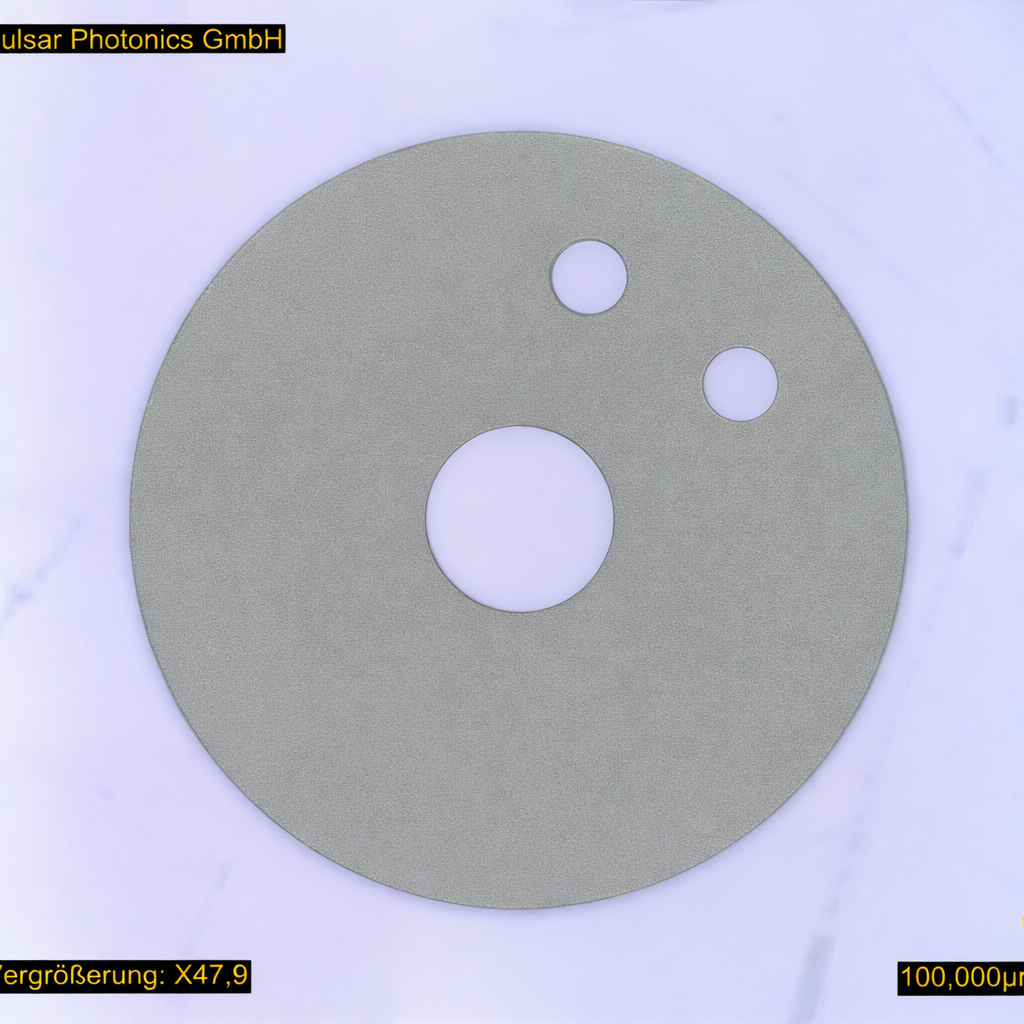
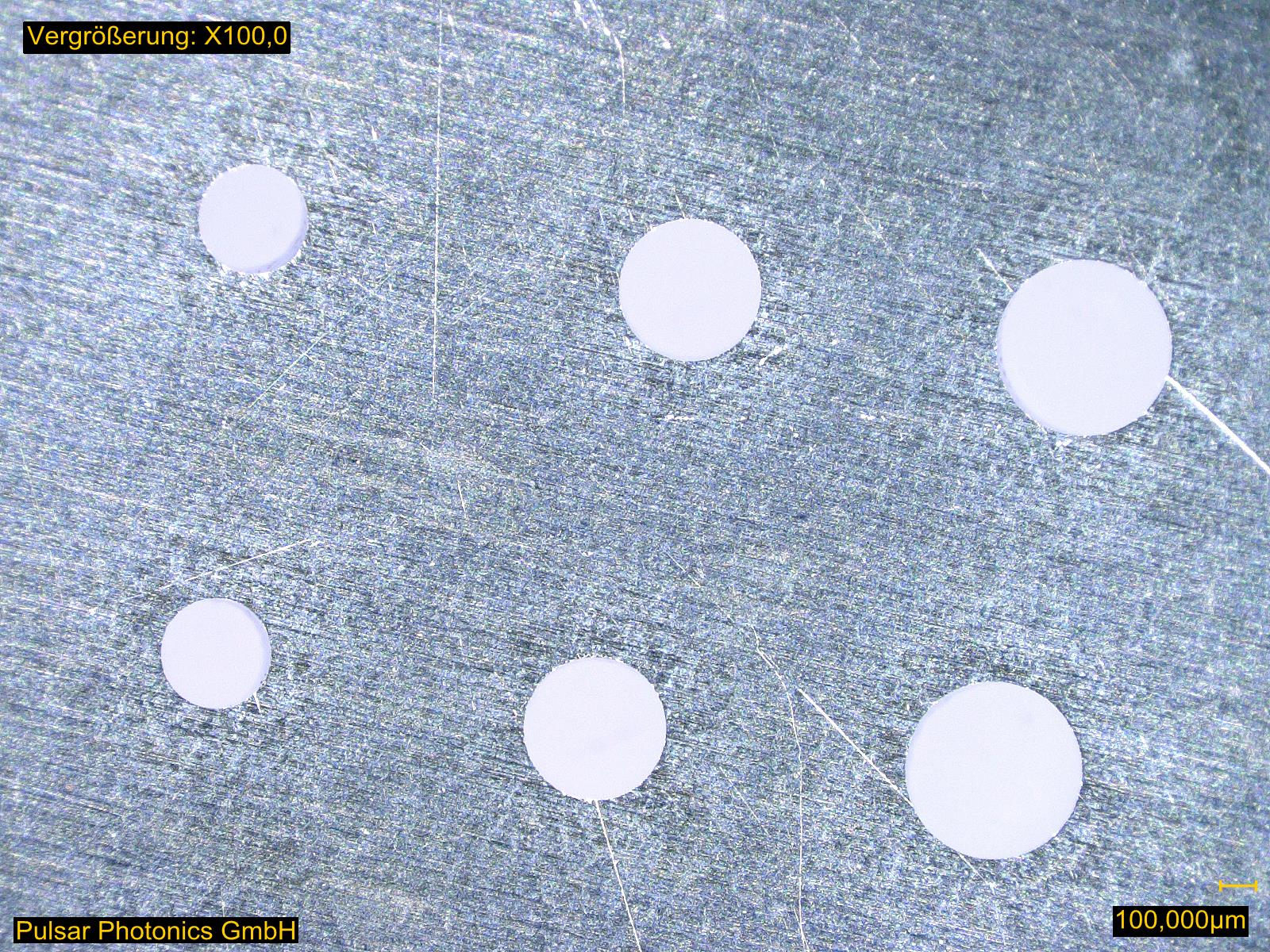
Umfassende Qualitätssicherung: mikroskopische
Vermessung, Schliffbilder, Silikonabformungen
Laserbearbeitung mit der Wendelbohroptik:
Hochpräzise zylindrische Bohrungen ohne Wandwinkel
Wendelbohren ist ein hochpräzises Laserbohr- und Schneidverfahren, bei dem der Laserstrahl auf einer kreisrotierenden Bahn auf dem Material geführt wird. Herzstück der Technologie ist eine spezielle Optik, die aus einem DovePrisma und einem Hohlwellenmotor besteht. Durch das rotierende DovePrisma in der Hohlwelle wird die Laserstrahlung auf einer definierten Kreisbahn auf dem Werkstück gelenkt. Neben dieser Kreisbewegung des Lichts wird der Strahl leicht angewinkelt auf dem Bauteil positioniert. Diese Kombination ermöglicht es, den typischen Wandwinkel klassischer Laserbohrungen gezielt zu beeinflussen oder vollständig zu vermeiden worin die große Stärke der Optik liegt: Die Herstellung zylindrischer Bohrungen.
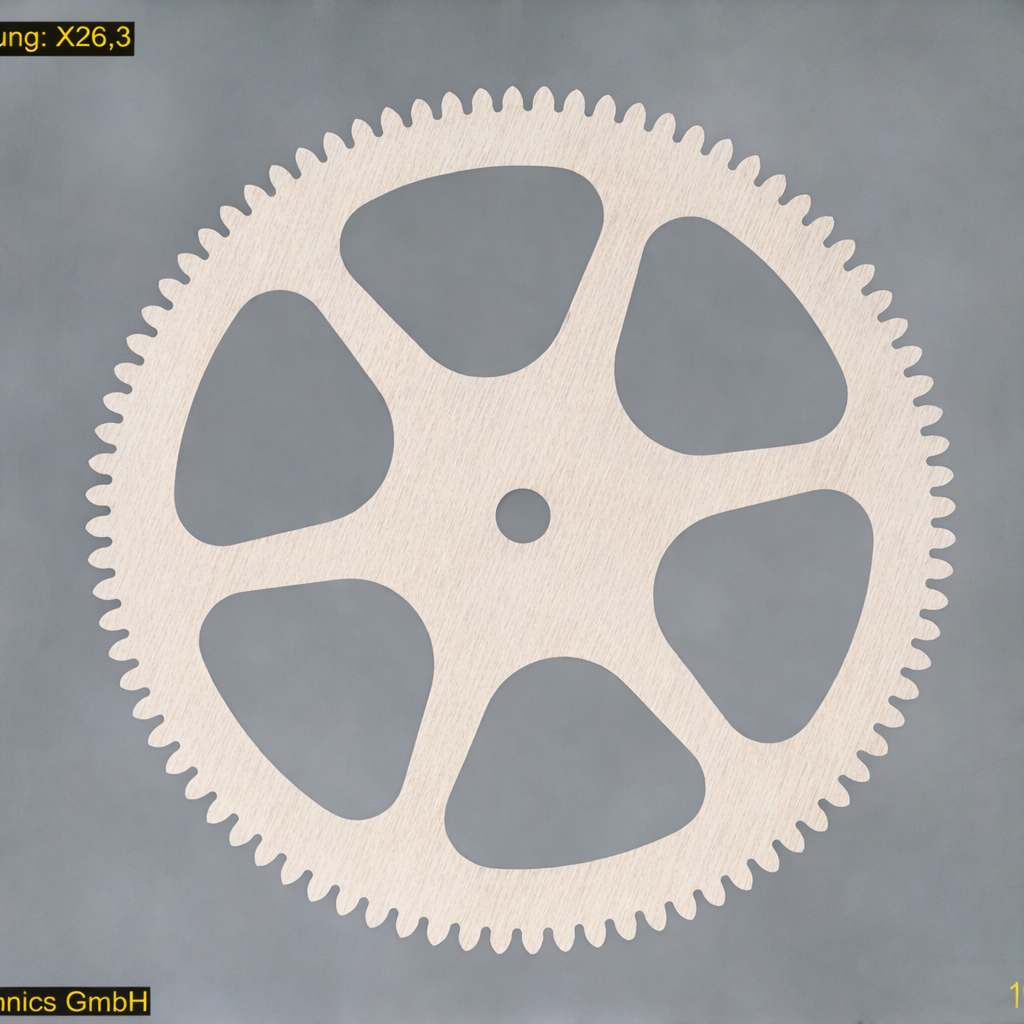
Während der Laser entlang der Kreisbahn geführt wird, erfolgt der Materialabtrag kontrolliert und rotationssymmetrisch entlang der späteren Bohrkontur. Dadurch entstehen nahezu perfekt zylindrische Bohrungen. Je nach Parametrierung können sogar negativ konische Geometrien realisiert werden. In Verbindung mit einem Ultrakurzpuls-Laser wird der Wärmeeintrag minimiert und der Abtrag sehr präzise gesteuert. Das Ergebnis sind definierte, maßhaltige Bohrungen mit hoher Formtreue und exzellenten Wandungsqualitäten.

Unsere Leistungen im Bereich Laserwendelbohren
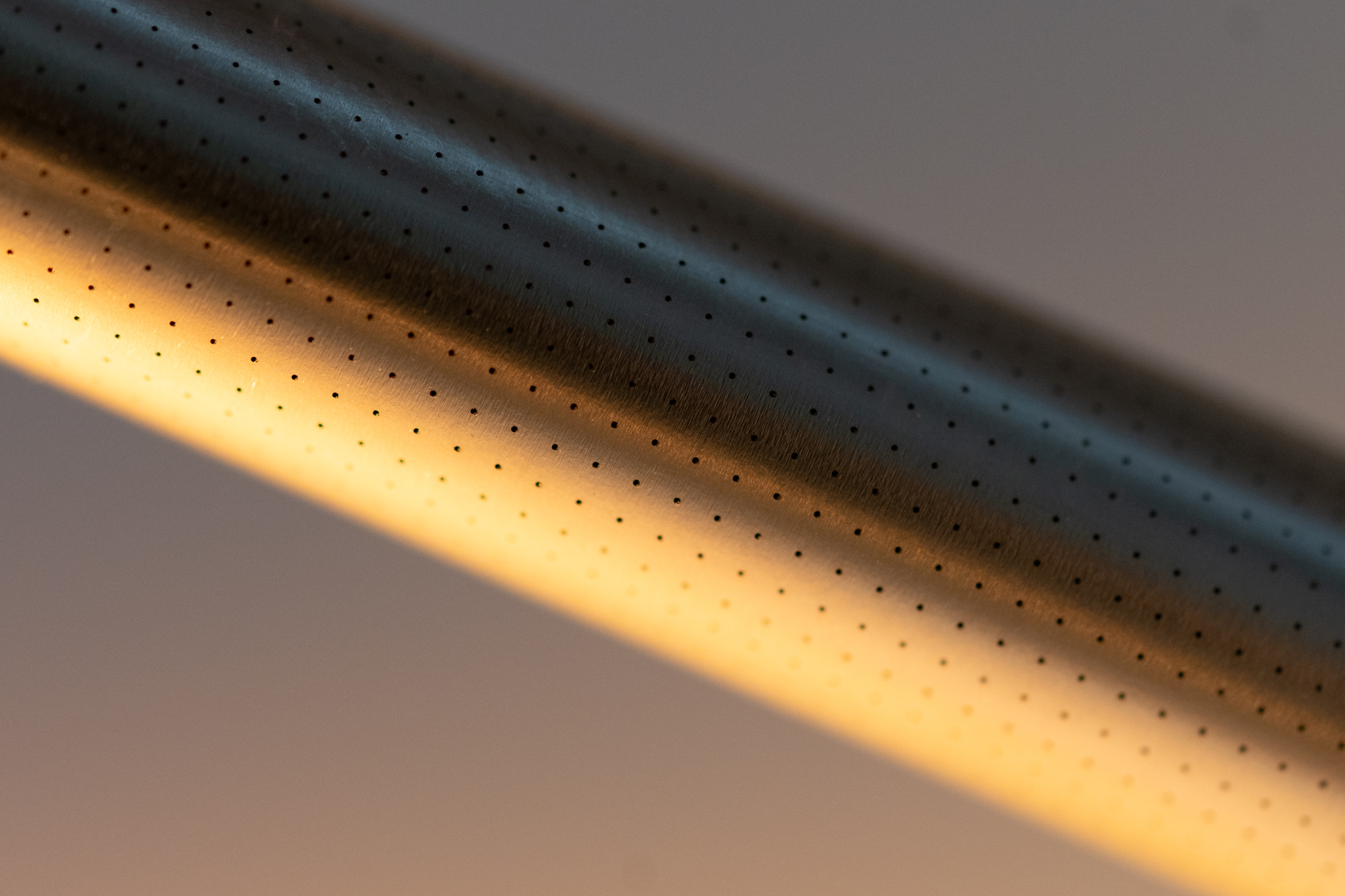
Auf unserer MicroDrill-Anlage kombinieren wir die Wendelbohroptik mit Ultrakurzpuls-Lasern im Femtosekunden- bis Pikosekundenbereich. Dadurch erreichen wir minimale Bohrungsdurchmesser von etwa 150 µm bei Materialstärken bis rund 1,5 mm. Dank der UKP-Technologie können nahezu alle Materialien bearbeitet werden – insbesondere Metalle wie Edelstähle, Aluminium, Kupfer oder Titan, aber auch Kunststoffe und Keramiken.
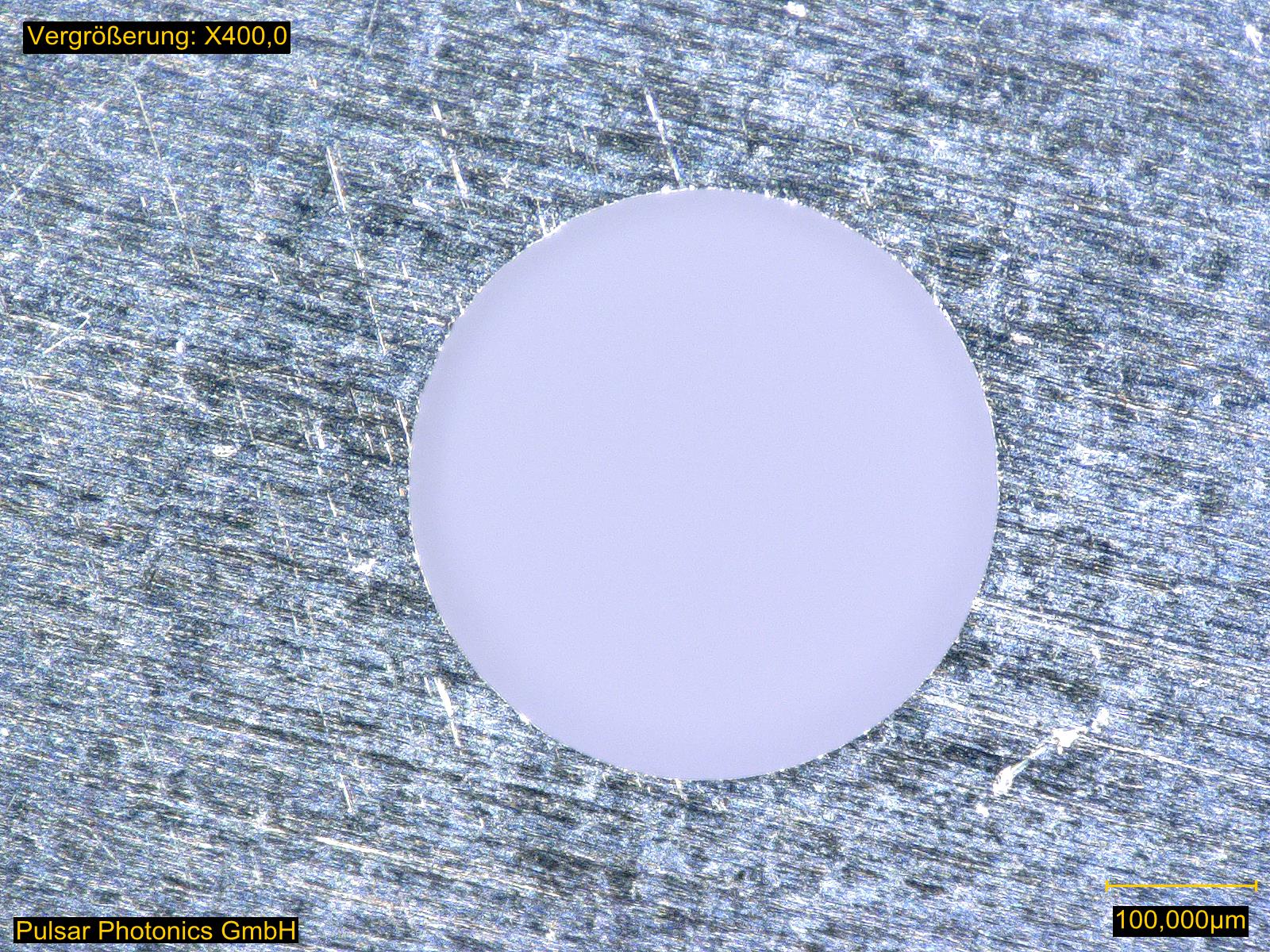
Die erzielbare Oberflächenrauheit der Bohrungswandungen liegt bei < 1 µm Sa. Unterschiedlichste Bauteile – von dünnen Folien über Vollmaterial bis hin zu komplexen Baugruppen – können über unseren Vorrichtungsbau präzise gehalten und positioniert werden. Wir realisieren sowohl präzise Einzelbohrungen als auch hohe Bohrlochzahlen und begleiten Projekte vom Einzelbauteil bis zur Serienfertigung.
Ergänzend bieten wir mikroskopische Auswertungen, Schliffbilder sowie Silikonabformungen zur Analyse des Bohrlochverlaufs an und liefern damit eine fundierte Qualitätsbewertung aus einer Hand.
Erzielbare Qualitäten und Anwendungsrahmen
- Bauteile: Dünnwandige Düsen, Platinen, Uhrwerke
- Materialien: Edelstähle, Aluminium, Kupfer, Kunststoffe, Keramik, Glas
- Materialstärken: ca. 50 – 1500 µm
- Geometrien: Individuell
- Bohrungsdurchmesser: >150 µm
- Erzielbare Rundheit: > 97 %
- Durchmessertoleranzen: < 10 µm / 1-2 %
Anwendungsbeispiele
Einblick in das Wendelbohrverfahren
Die Passende Maschinenlösung: RDX500
Mit den kompakten Werkzeugmaschinen der Baureihe RDX500 spricht Pulsar Photonics vor allem mikrotechnische Anwendungen von Entwicklern und Einsteigern an.
So werden RDX500-Lasermaschinen zur Bearbeitung von Mikrobohrungen, zur tribologischen Oberflächenfunktionalisierung, für die 2.5D-Bearbeitung oder einfach als Allround-Werkzeugmaschine in der Auftragsfertigung eingesetzt.

Ihr persönlicher ansprechpartner
Dennis Pechner
Technischer Vertrieb Laseranwendungszentrum
