Effiziente Großanlage durch Parallelisierung mit Multiscanner- und Multistrahlbearbeitung
Modulbauweise mit Bearbeitungsbereich von je bis zu 2500 mm x 1500 mm
Skalierbarkeit auf die vollflächige Lasermikrobearbeitung von > 10 m² Größe
DIE LASERMASCHINE FÜR DIE VOLLFLÄCHIGE LASERBEARBEITUNG VON GROSSEN FLACHBAUTEILEN
Die Anwendungsvielfalt der Lasermikrobearbeitung wird mit steigender verfügbarer Leistung der Laserstrahlquellen bis in den kW-Bereich zunehmend auch für wirklich große Flächen interessant.
Motiviert durch Umweltauflagen oder Verordnungen zur Beschränkung des Einsatzes von Chemikalien oder Lacken stehen immer mehr Unternehmen vor der Aufgabe ihre Produktionsprozesse auf umweltfreundlichere und/oder weniger energieintensive Fertigungsverfahren umzustellen.
Die großflächige Lasermikrobearbeitung zeigt hier einen Weg auf, bisherige Fertigungsverfahren zu ersetzen oder Beschichtungsprozesse und Reinigungsverfahren zu verbessern. Das laserbasierte Fertigungsverfahren eröffnet nebenbei durch die digitale Prozesskette und die Kombinierbarkeit von Laserprozessen einen Raum für neue Produktfeatures und eine Marktdifferenzierung.
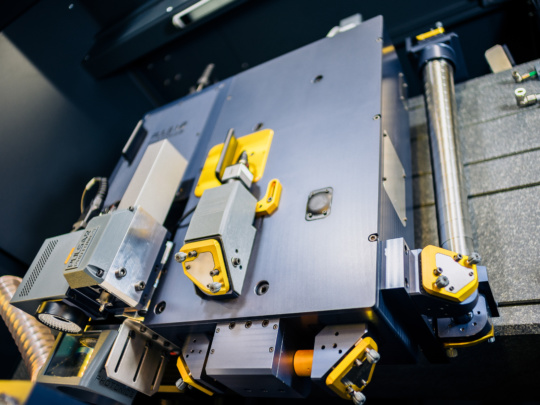
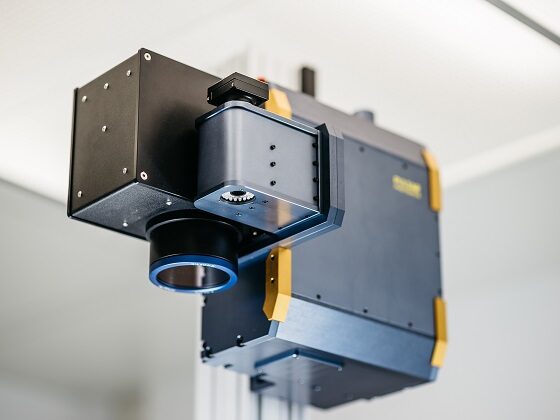
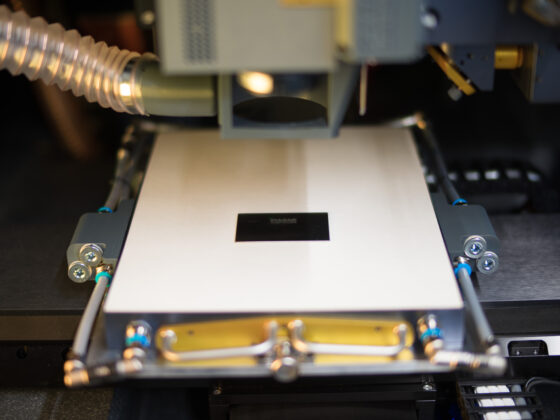
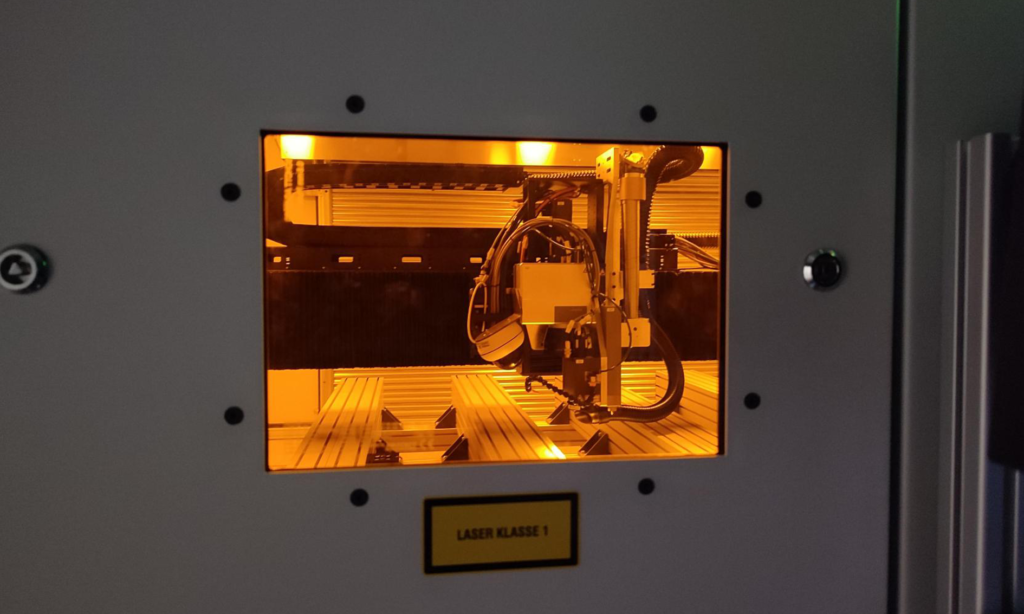
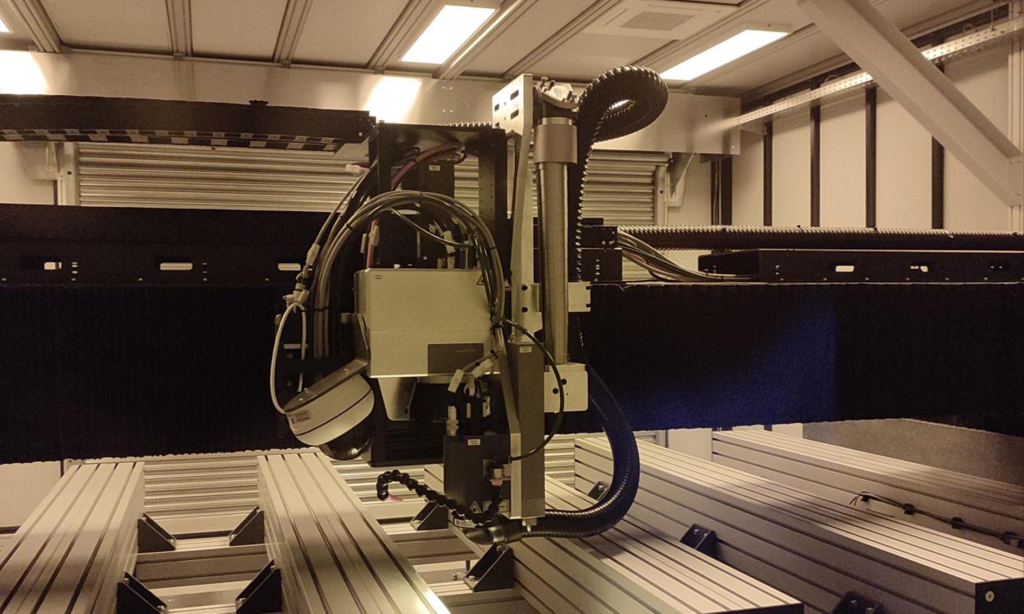
Mit der Lasermaschine RDX2800 setzt Pulsar Photonics neue Maßstäbe bei der Lasermikrobearbeitung von großen Flachbauteilen. Ausgelegt als modulares Gantrysystem mit einer Aufnahme für große Flachbauteile mit Abmessungen von bis zu 2.500mm x 1.500mm pro Maschinenmodul kann mit dem System eine vollflächige Lasermikrobearbeitung auf quadratmetergroßen Flächen erzielt werden und dies auch mit Ultrakurzpulslasern.
Das Maschinensystem ist modular aufgebaut und kann aus mehreren Maschinenmodulen zusammengesetzt werden. Somit ist auch die Bearbeitung von größeren Bauteilen mit Flächen in der Größenordnung deutlich oberhalb von 10 m² möglich.
Mit der RDX2800 steht somit eine Plattform zur Verfügung, mit der großflächige Lasermikrobearbeitungsprozesse im industriellen Maßstab dargestellt werden können.
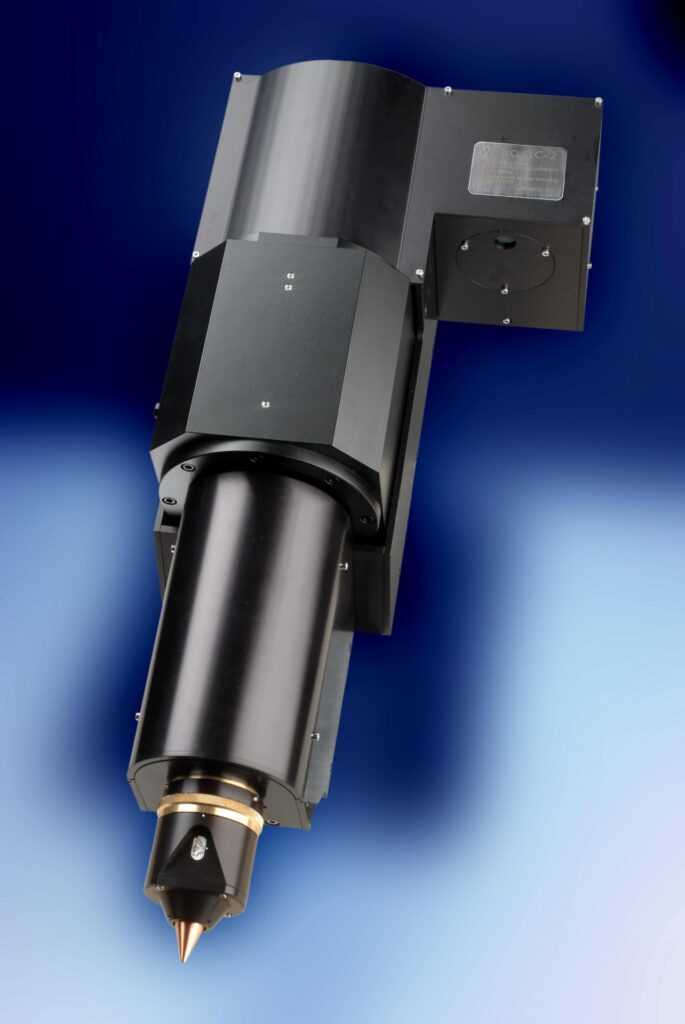
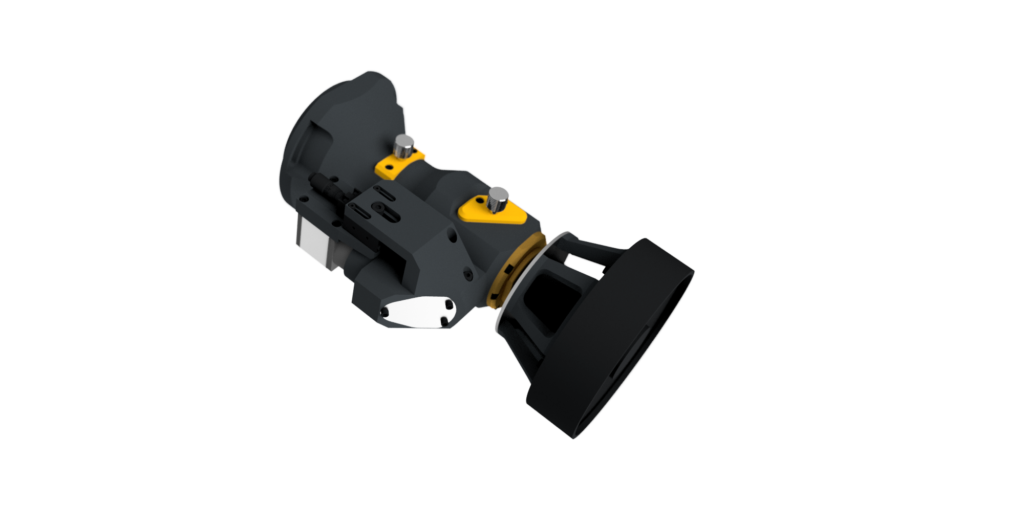
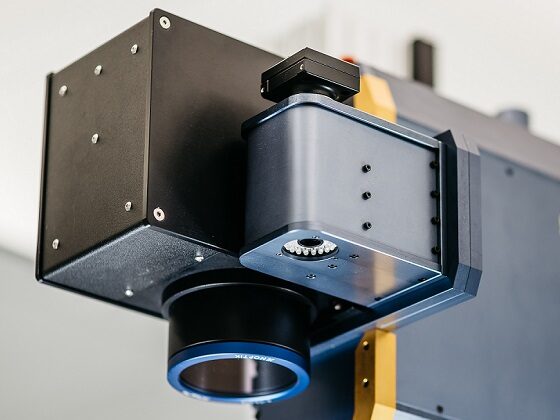
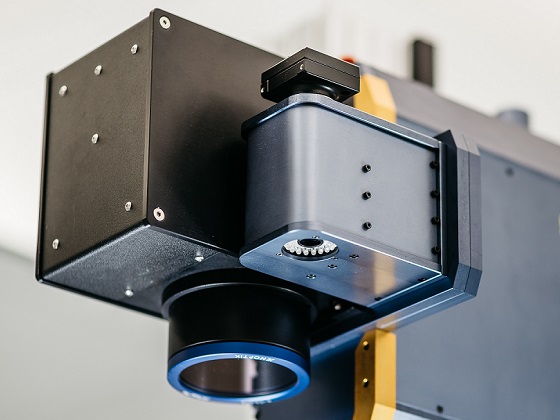
Grundlage der RDX2800 ist eine Skalierung der Bearbeitungsgeschwindigkeit durch Verwendung mehrerer Bearbeitungsköpfe – auch in Kombination mit der Multistrahlbearbeitung. Somit können auch UKP-Laserprozesse wirtschaftlich auf großen Flächen realisiert werden.
Hinsichtlich der Auswahl der Anzahl und Art der Bearbeitungsköpfe und Laserstrahlquellen ist das System weiterhin modular gestaltet, um den Anforderungen an den Laserprozess gerecht zu werden.
Gemeinsam mit unseren Kunden ist es somit möglich die Maschine hinsichtlich der Produktivität & Prozessqualität maßgeschneidert abzustimmen.
Beispiele für Anwendungen
- Großflächiges Aufrauen und Modifizieren von Oberflächen zur Vorbereitung von Klebe- und Beschichtungsprozessen
- Großflächige Werkzeugbearbeitung, z.B. für Form- und Umformwerkzeuge auch für die papier-, folien- oder kunststoffverarbeitende Industrie
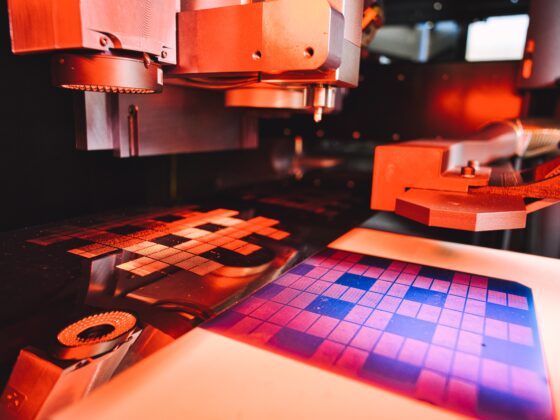
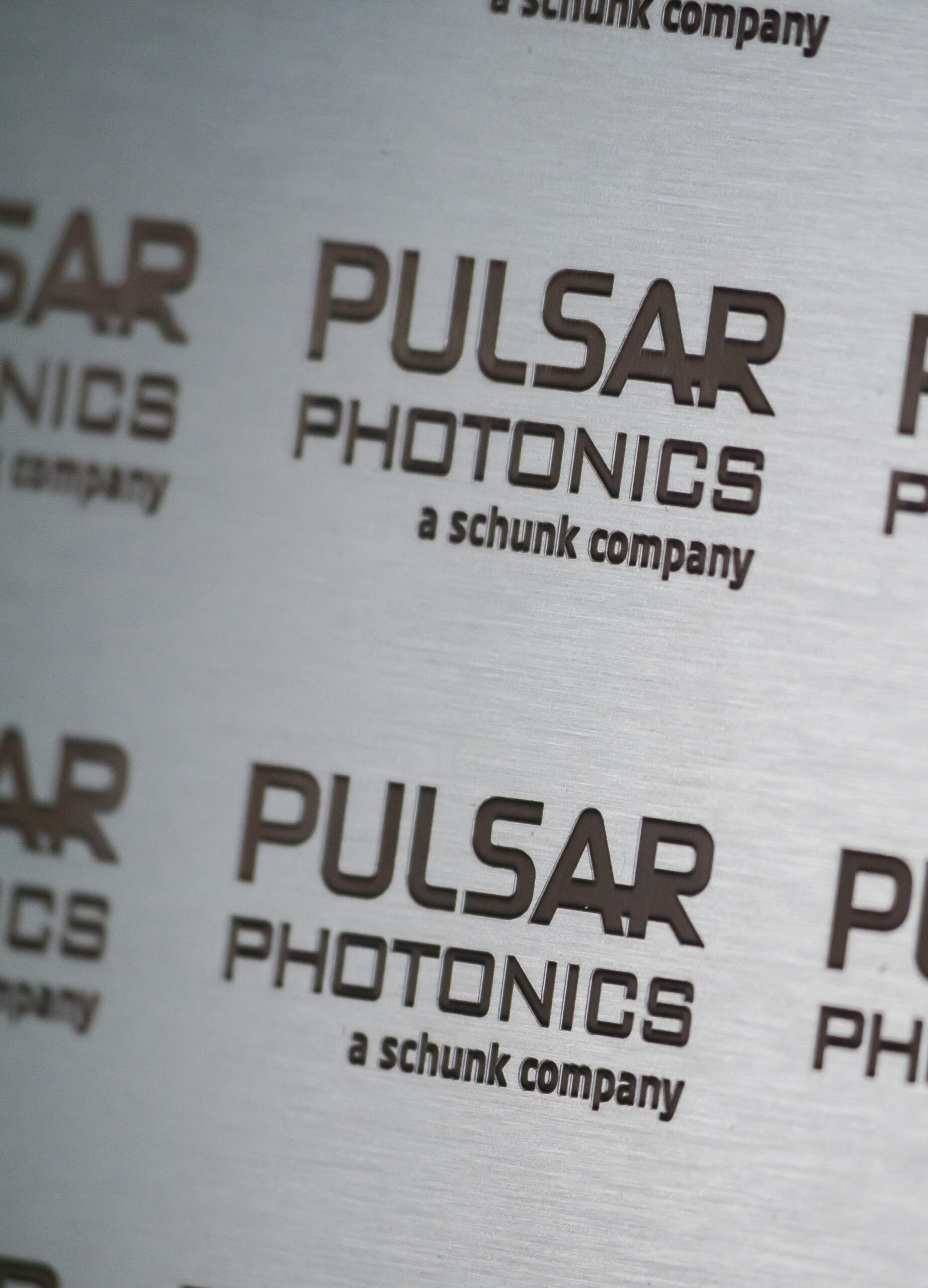
- Großflächige Mikro- und Nanostrukturierung zur Herstellung funktionaler Oberflächen
- Herstellung großformatiger Siebe für verfahrenstechnische Anwendungen

Bildergalerie


Ihre Ansprechpartnerin für den vertrieb im Anlagenbau
Louisa Draack
Technischer Vertrieb