
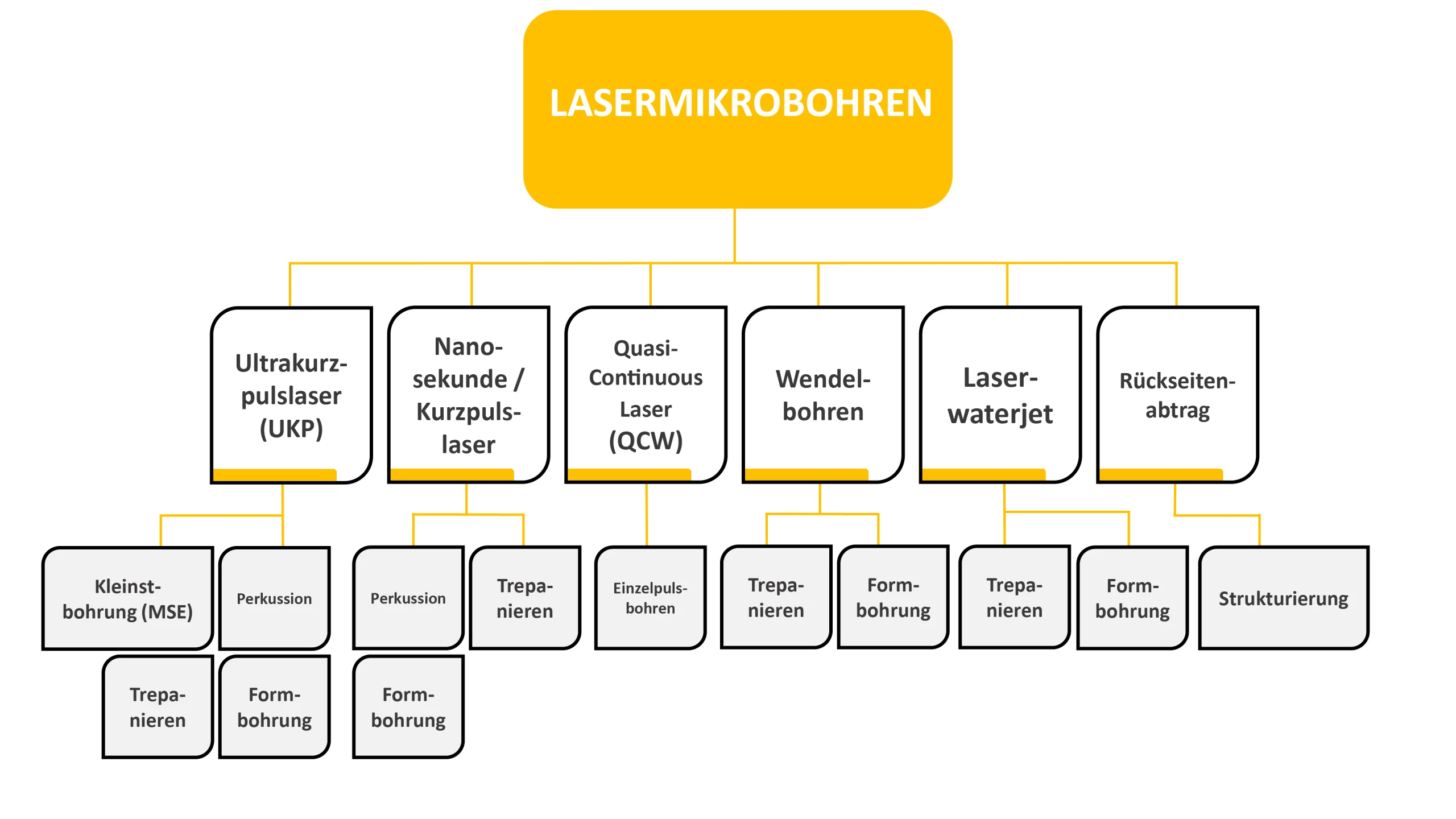
Breite Auswahl an Lasern, Wellenlängen und Bohrverfahren
Bohrungen ab 2 μm Durchmesser
Zylindrische Bohrungen mit
Aspektverhältnis bis zu 1:100
Laserbohren in der industriellen Fertigung:
Präzise Bohrungen mit UKP-, Kurzpuls- und QCW-Lasern
Laserbohren ist eine äußerst vielseitige und leistungsfähige Methode zur Herstellung von Bohrungen – und für nahezu jede Anforderung gibt es den passenden Lasertyp. Genau diese Flexibilität macht das Verfahren so attraktiv für unterschiedlichste Anwendungen in der industriellen Fertigung.
Im Vergleich zu herkömmlichen mechanischen Bohrverfahren überzeugt das Laserbohren vor allem durch seine hohe Präzision und die geringe mechanische Belastung des Werkstücks. Da kein direkter Werkzeugkontakt stattfindet, entsteht kein klassischer Werkzeugverschleiß, und auch empfindliche oder schwer zugängliche Bauteile lassen sich zuverlässig bearbeiten. Zudem lässt sich ein breites Spektrum an Bohrungen realisieren – angefangen bei sehr kleinen, präzisen Durchmessern bis hin zu Bohrungen mit hohem Aspektverhältnis und der Bearbeitung größerer Materialstärken.
Je nach Anforderung kommen unterschiedliche Pulsregime zum Einsatz, die jeweils eigene Stärken besitzen.
Beim Bohren mit Ultrakurzpulslasern (UKP) steht maximale Präzision im Vordergrund. Durch extrem kurze Pulse wird das Material sehr kontrolliert abgetragen, wodurch besonders saubere und feine Bohrungen mit minimaler Wärmeeinflusszone entstehen. Dieses Verfahren eignet sich ideal für Anwendungen, bei denen höchste Qualität und geringe thermische Belastung entscheidend sind.
Das Kurzpuls-Bohren (KP) bildet gewissermaßen das Mittelfeld. Es kombiniert eine gute Bearbeitungsqualität mit wirtschaftlicher Produktivität. Die Wärmeeinbringung ist höher als bei UKP, jedoch deutlich geringer als bei schmelzbetonten Verfahren. Damit eignet sich KP für viele industrielle Anwendungen, bei denen ein ausgewogenes Verhältnis zwischen Qualität und Effizienz gefragt ist.
Beim Bohren mit QCW-Lasern (Quasi-Continuous Wave) steht hingegen die Leistung im Vordergrund. Der Materialabtrag erfolgt stärker schmelzbasiert, was das Verfahren besonders robust und effizient für größere Bohrdurchmesser oder dickere Materialien macht. Im Vergleich zu UKP ist die Bearbeitung weniger „fein“, kann also mit einer größeren Wärmeeinflusszone und mehr Rückständen einhergehen.


unsere Fertigungsmöglichkeiten im Laseranwendungszentrum
Das können sie im Laseranwendungszentrum erwarten –
von der Machbarkeit bis zur Serie
Wir bieten Laserbohren als spezialisierte Dienstleistung für präzise und reproduzierbare Bohrprozesse in unterschiedlichsten Branchen an. Unser Fokus liegt dabei auf maßgeschneiderten Lösungen, die exakt auf die jeweilige Anwendung und das Material abgestimmt sind.
Dank moderner Anlagentechnik, eines umfassenden Technologieportfolios und hoher Prozesskompetenz können wir ein breites Spektrum an Materialien, Geometrien und Anforderungen zuverlässig abdecken. Von der ersten Machbarkeitsbewertung bis zur prozesssicheren Umsetzung begleiten wir unsere Kunden entlang der gesamten Entwicklung.
Für Ihre Aufgabenstellung stehen bei uns verschiedene Laserquellen zur Verfügung:
- Ultrakurzpuls- (UKP)
- Kurzpuls- (KP)
- QCW-Laser
Ergänzend arbeiten wir mit unterschiedlichen Wellenlängen im Infrarot- (IR) und Ultraviolett- (UV) Bereich. Dadurch lässt sich die Wechselwirkung zwischen Laser und Material gezielt anpassen – von besonders präzisen, nahezu wärmefreien Prozessen bis hin zu leistungsstarken, schmelzbasierten Anwendungen.
Im Bereich der gängigen Bohrverfahren setzen wir auf Perkussionsbohren, Trepanieren sowie Formbohrungen, insbesondere mit UKP-Lasern für höchste Präzision. Im QCW-Bereich bieten wir unter anderem Einzelpulsbohrungen an, die sich besonders für hohe Materialstärken ab etwa 1 mm eignen. Darüber hinaus verfügen wir über Spezialverfahren wie das Wendelbohren mit UKP-Lasern zur Realisierung senkrechter Bohrverläufe und besonders hoher Qualitätsanforderungen an die Bohrung.
Auch das Laserwasserstrahlschneiden gehört zu unserem Portfolio – speziell für extrem hohe Materialstärken bis zu 20 mm und für Anwendungen, bei denen senkrechte Wände gefordert sind. Glas bearbeiten wir ebenfalls prozesssicher: Durch rückseitige Ablation können senkrechte Bohrungen mit hoher Qualität erzeugt werden.
Neben der reinen Bearbeitung bieten wir umfassende Analyse- und Prüfdienstleistungen an. Bohrungen können mikroskopisch vermessen, Schliffbilder erstellt und Silikonabdrücke zur Geometrieanalyse angefertigt werden.

LASERMIKROBOHREN: UNSERE STATISTIK
Maximal realisierte Anzahl an Bohrungen pro Bauteil
Minimal realisierter Bohrungsdurchmesser
Maximale Anzahl an Laserstrahlen im Prozess
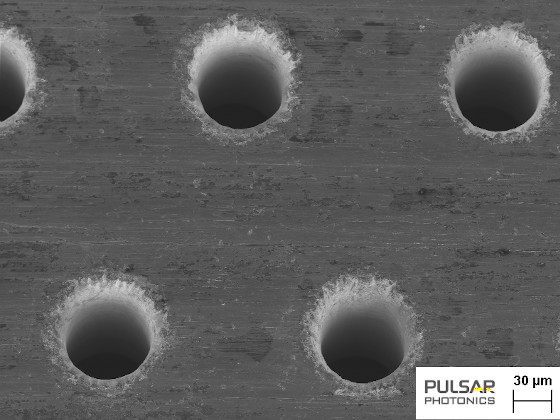
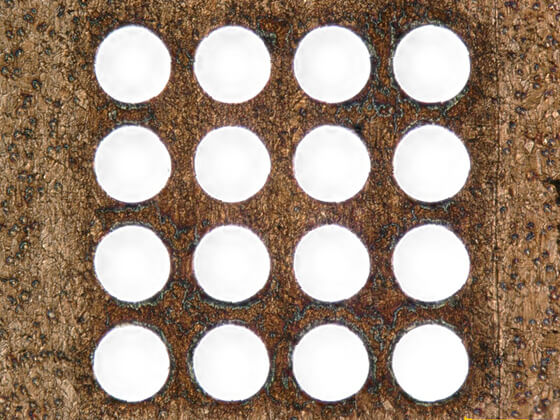
Perkussionsbohren, Formbohren & TREPANIEREN mit dem UltrakurzpulsLaser
Perkussionsbohren & Trepanieren mit dem Laser
Beim Perkussionsbohren mit dem Laser wird der Laserstrahl kurzzeitig auf eine feste Stelle auf dem Werkstück positioniert und eine definierte Anzahl von Laserpulsen auf das Werkstück appliziert.
Die auftreffenden Laserpulse entfernen jeweils einen Teil des Materialvolumens, somit erzielt man eine Durchbohrung des Werkstücks. Der erzielte Bohrungsdurchmesser liegt typischerweise im Größenbereich des Fokusdurchmessers des Laserstrahls.
Zur Herstellung von Formbohrungen mit größeren Durchmessern wird der Laserstrahl im Bohrprozess zusätzlich noch bewegt, hierbei spricht man von Lasertrepanieren.
Erzielbare Qualitäten
- Materialien: Stahl, Aluminium, Titan, Keramik, Kunststoffe, etc.
- Materialstärken: 5-100 µm
- Bohrungsdurchmesser: 2-50 µm
- Typ. Aspektverhältnis: bis 1:5
- Form der Bohrung: prozessbedingt leicht konisch
- Anzahl der Bohrungen pro Bauteil: Einzelbohrungen bis zu mehreren Millionen
Anwendungen
- Lüftungsbohrungen
- Mikrosiebe
- Elektronik
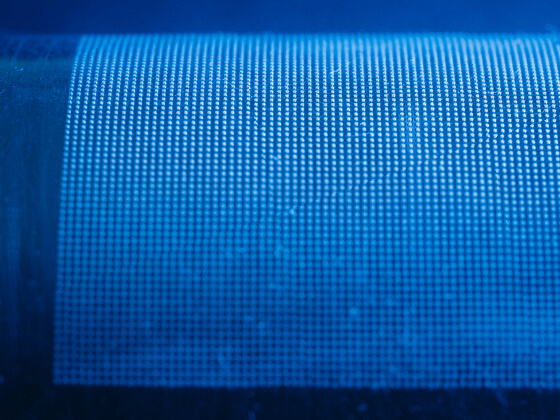

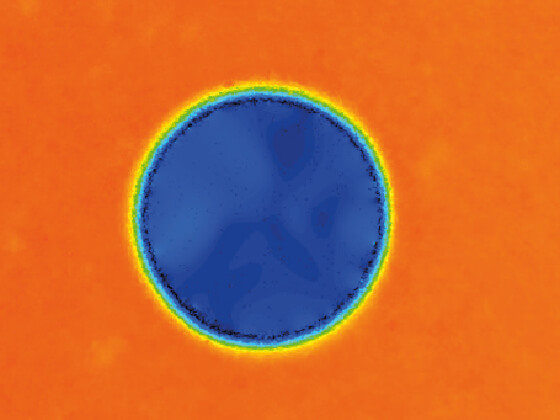
Laserbohren mit dem Quasi-Continuous-Laser (QCW)
Einzelpulsbohren & Trepanieren mit dem Laser
Beim Bohren mit QCW-Lasern (Quasi-Continuous Wave) steht die Leistung im Vordergrund. Der Materialabtrag erfolgt stärker schmelzbasiert, was das Verfahren besonders robust und effizient für größere Bohrdurchmesser oder dickere Materialien macht. Im Vergleich zu UKP ist die Bearbeitung weniger „fein“, kann also mit einer größeren Wärmeeinflusszone und mehr Rückständen einhergehen.
Erzielbare Qualitäten
- Materialien: Edelstahl
- Materialstärken: 0,5 – 1,5 mm
- Bohrungsdurchmesser: 70 µm | 100 µm | 140 µm
- Form der Bohrung: Trompetenform/Glockenform
- Offene Fläche: bis 12 %
- Anzahl der Bohrungen pro Bauteil: > 100.000
Anwendungen
- Siebe für Filterapplikation
- Siebe für Zentrifugenapplikationen

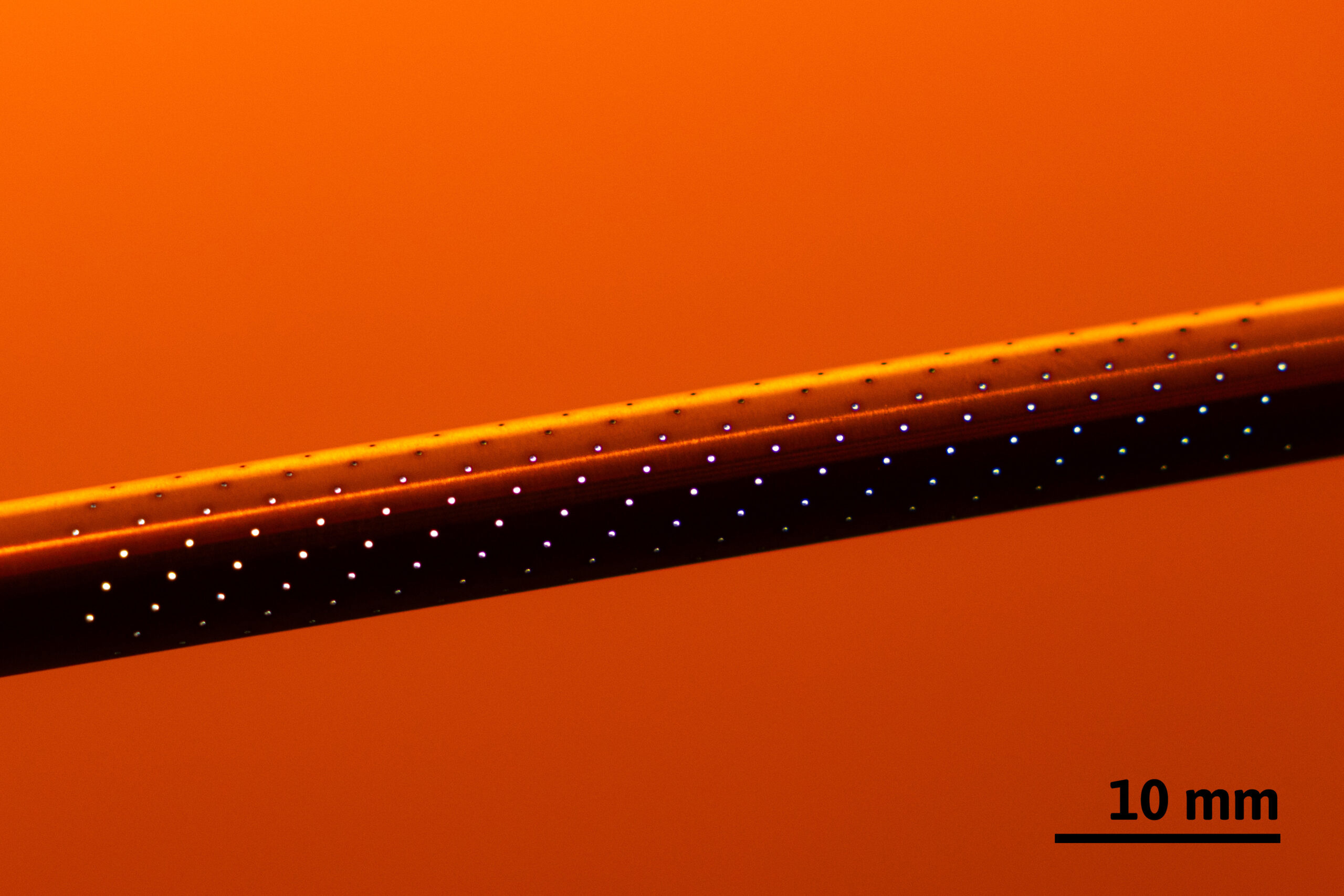
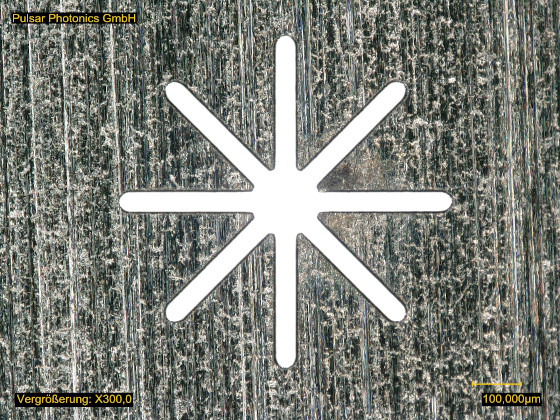
Wendelbohren als Spezialverfahren: PräzisE Laserbohrungen mit hohem Aspektverhältnis
Präzisionsbohrungen mit großem Aspektverhältnis
Durch Verwendung einer Spezialoptik zum Wendelbohren lassen sich präzise Mikrobohrungen in Bauteilen mit Materialstärken bis zu mehreren Millimetern einbringen. In Kombination mit einem Ultrakurzpulslaser sind Bohrungen höchster Güte in nahezu jedem Material herstellbar.
Anwendungsbeispiele sind Einspritzdüsen, Spinndüsen, Entlüftungsbohrungen und Filteranwendungen.
Erzielbare Qualitäten
- Materialien: Stahl, Aluminium, Titan, Keramik, Kunststoffe,…
- Form der Bohrung: senkrechte Bohrungswände
- kontrollierbare Konizität: +/- 5°
- Materialstärken: bis zu 1,5 mm
- Typ. Aspektverhältnis: bis 1:20
- Bohrungsdurchmesser: ab 0,070 mm
- Anzahl der Bohrungen pro Bauteil: typ. Einzelbohrungen bis zu mehreren Hundert
Anwendungen
- Düsenbohrungen
- Spinndüsen


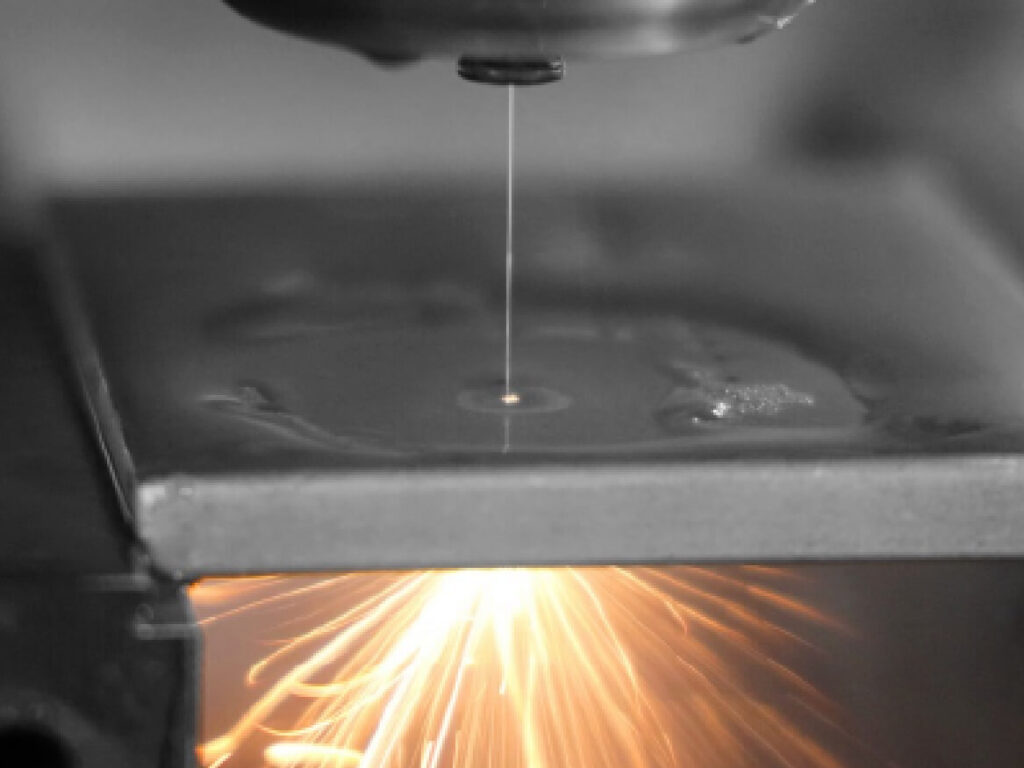
Laserwaterjet: Tieflochbohren mit dem Wasserstrahl
Laserbohren & -schneiden mit Wasserstrahlführung
Mit kurz gepulster Laserstrahlung lassen sich im
Waterjet-Verfahren Tieflochbohrungen mit extremen Aspektverhältnissen (Strukturbreite/ Materialstärke) erzielen. Dazu wird die Laserstrahlung in einer Düse koaxial in einen dünnen Wasserstrahl eingekoppelt.
Über diesen Lichtleiter wird die Laserstrahlung
durch das Werkstück geführt und behält dabei ihre
Fokussierung bei. Durch Bewegung des Werkstücks relativ zum Wasserstrahl können somit auch präzise Schnitte erzielt werden.
Erzielbare Qualitäten
- Materialien: Edelstähle, Aluminium, Titan, Keramik
- Materialstärken: bis zu 20 mm
- Bohrungsdurchmesser: Min. 400 µm
- Typ. Aspektverhältnis: bis 1:100
- Anzahl der Bohrungen pro Bauteil: typ. Einzelbohrungen bis zu mehreren Tausend
Anwendungen
- Bohrungen in Turbinenschaufeln
- Schmuckindustrie
- Vorrichtungsbau
- Halbleiterindustrie
- Luft- & Raumfahrt
auf unseren Laserbohranlagen fertigen: Bohrverfahren zur Herstellung von Mikrosieben
Die Passende Maschinenlösung: RDX2Drill
Der RDX2Drill ist eine Konfiguration unserer RDX2Fiber-Maschinenserie und wurde speziell für die Herstellung von metallischen Sieben und Filtern mittels schmelzdominantem Laserbohren entwickelt.
Ein Faserlaser, ein Bohrprozesskopf (mit fester Optik) und ein schnelles XYZ-Achsen-System zur Positionierung von Werkstücken unter dem Prozesskopf sorgen für hochproduktive Bohrprozesse.
Diese Technologie eignet sich zum Beispiel zur Herstellung von Filteranwendungen im Bereich der nachhaltigen Fertigung. Dank der softwarebasierten Steuerung lassen sich nahezu alle Bohrmuster realisieren.


Alles, was Sie über Laserbohren wissen müssen
Erfahren Sie mehr über die Lasermikrobearbeitung
für industrielle Anwendungen.
FAQ LASERBOHREN

Ihr persönlicher ansprechpartner
Dennis Pechner
Technischer Vertrieb Laseranwendungszentrum
