
Was ist Laserwendelbohren?
Laserbohren- und schneiden mittels Wendelbohroptik – die Technologie und ihre Einsatzmöglichkeiten
Philip Oster | 26. Februar 2026 ᛫ 10 Min.
Die Herstellung feiner Bohrungen und präziser Strukturen stellt hohe Anforderungen an Fertigungsprozesse. Insbesondere bei kleinen Durchmessern, dünnwandigen Bauteilen oder schwer zerspanbaren Werkstoffen stoßen konventionelle Verfahren wie mechanisches Bohren, Stanzen oder funkenerosive Prozesse zunehmend an ihre Grenzen.
Mit dem Laser-Wendelprozess steht ein präzises Bearbeitungsverfahren zur Verfügung, das eine konturgeführte Erzeugung von Bohrungen und Schnitten ermöglicht. Im folgenden Beitrag vergleichen wir klassische Bohr- und Trennverfahren mit dem Laser-Wendelbohren und geben einen Überblick über das Verfahren, unsere Leistungen sowie die erzielbaren Qualitätsmerkmale und Anwendungsrahmen.
Wie funktioniert Laserwendelbohren?
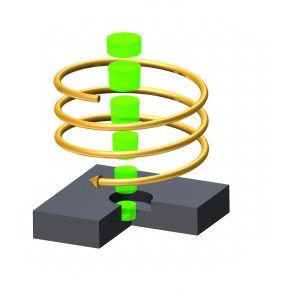
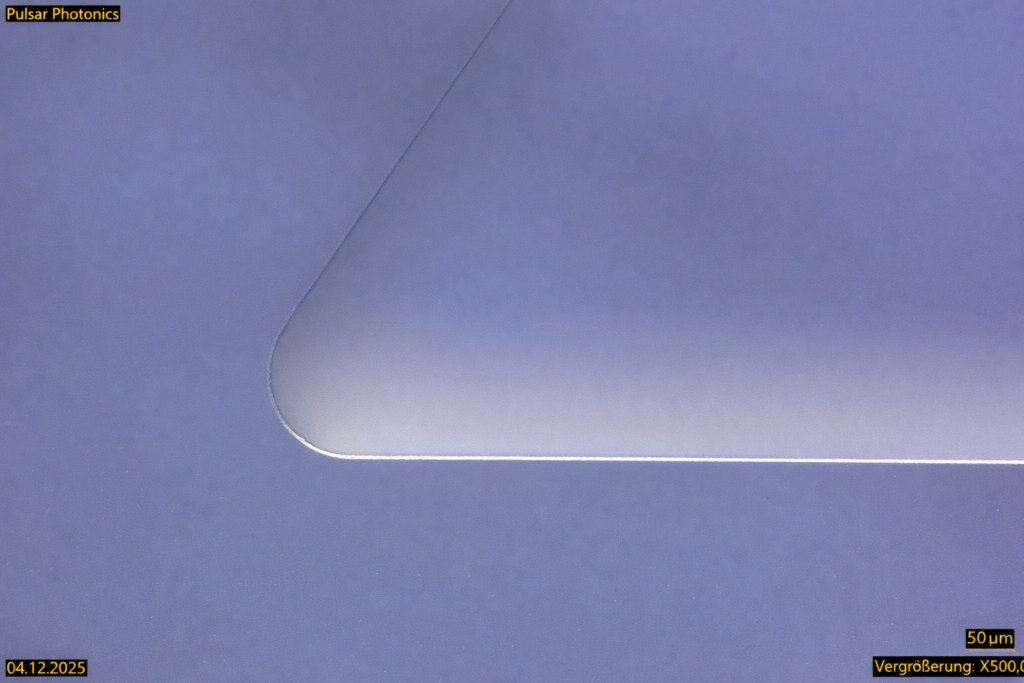
Das Laser-Wendelbohren ist ein berührungsloses, hochpräzises Laserabtragsverfahren zur Herstellung feiner Bohrungen und konturgeführter Schnitte mit minimalem thermischem Einfluss. Der Materialabtrag erfolgt mittels eines Ultrakurzpulslasers ausschließlich ablativ, sodass weder ein Aufschmelzen noch eine mechanische Zerspanung stattfindet. Durch die extrem kurzen Pulsdauern wird die Energie stark lokalisiert in das Material eingebracht, wodurch die Wärmeeinflusszone sehr klein bleibt. Diese ist materialabhängig, liegt jedoch deutlich unter der thermischen Beeinflussung konventioneller mechanischer Verfahren. Da kein Werkzeugkontakt vorliegt, entstehen weder Schnittkräfte noch mechanische Spannungen im Werkstück.
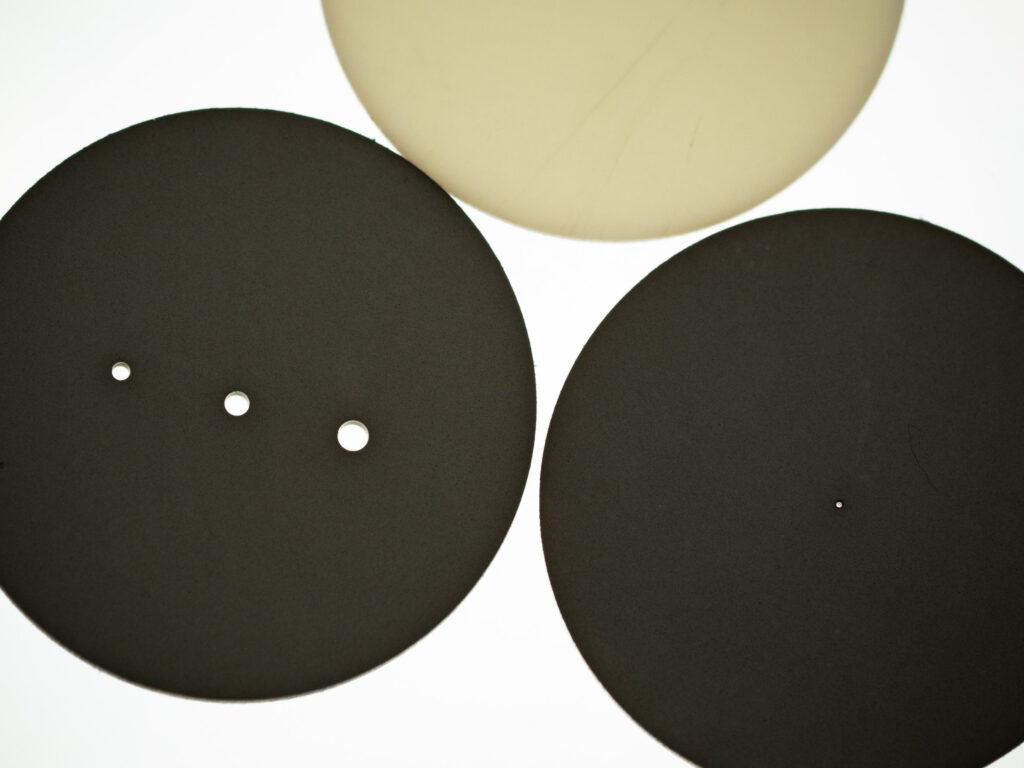
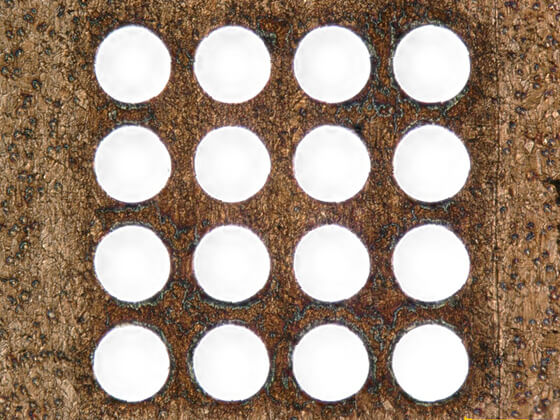
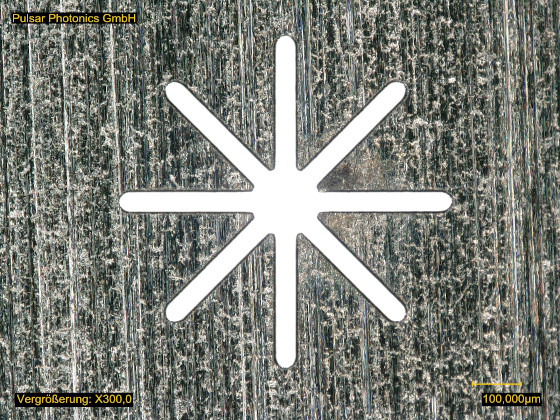
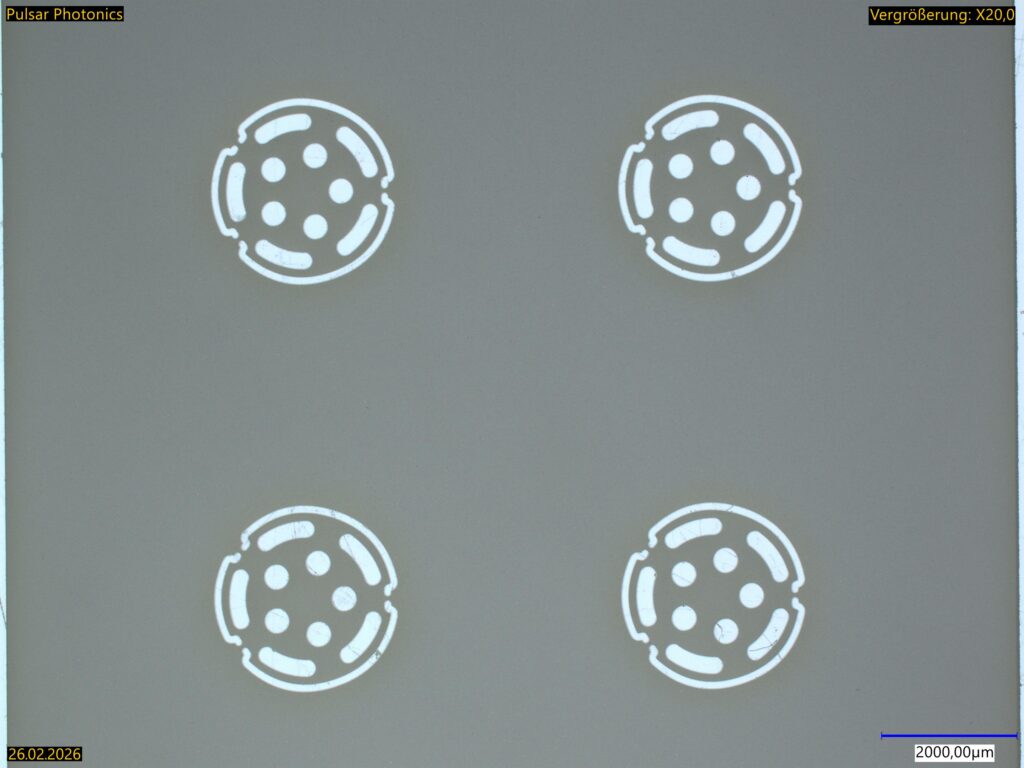
Die Rotation des Laserstrahls zur Erzeugung der Wendelbewegung wird optisch über ein Prisma realisiert. In Kombination mit einer axialen Zustellbewegung entsteht eine schraubenförmige Relativbewegung zwischen Strahl und Werkstück, wodurch Bohrungen konturgeführt erzeugt werden können. Für größere Durchmesser oder Schnittgeometrien erfolgt die Bahnbewegung über die X- und Y-Achsen des Systems. Bohrungen sind ab etwa 150 µm Durchmesser herstellbar, wobei die realisierbare Geometrie von Werkstoff und Materialstärke abhängt. Bearbeitet wurden Keramik, Kupfer, Aluminium, Stahl sowie Glas bei Materialstärken bis zu 1,5 mm. Der Prozess zeichnet sich durch hohe Maßhaltigkeit, geringe Konizität, reproduzierbare Geometrien und eine stabile Prozessführung aus.
Herkömmliche Bohr- und Schneidverfahren im Vergleich mit Laser Wendelbohren
Konventionelle Bohr- und Trennverfahren wie mechanisches Wendelbohren, Stanzen oder funkenerosive Prozesse stoßen insbesondere bei der Herstellung feiner Bohrungen, bei dünnwandigen Strukturen sowie bei schwer zerspanbaren Werkstoffen an ihre technologischen Grenzen. Mechanische Verfahren sind mit Werkzeugkontakt verbunden, wodurch Schnittkräfte, Werkzeugverschleiß und Gratbildung entstehen. Gerade bei kleinen Durchmessern oder empfindlichen Bauteilgeometrien kann dies zu Verformungen, Maßabweichungen oder zur Beeinträchtigung angrenzender Funktionsbereiche führen. Die Bearbeitung hochfester Werkstoffe, beispielsweise Nickelbasislegierungen mit hoher Warmfestigkeit und geringer Wärmeleitfähigkeit, ist zudem mit erhöhtem Werkzeugverschleiß und reduzierter Prozessstabilität verbunden. Funkenerosive Verfahren ermöglichen zwar eine hohe Präzision, sind jedoch auf elektrisch leitfähige Materialien beschränkt und gehen mit vergleichsweise langen Bearbeitungszeiten sowie Elektrodenverschleiß einher. Für Anwendungen mit hohen Anforderungen an Mikrostrukturierung, Maßhaltigkeit und reproduzierbare Qualität ergeben sich daraus deutliche technologische Einschränkungen.
Das Laser-Wendelbohren stellt hierzu eine leistungsfähige Alternative dar. Im Gegensatz zum Perkussionsbohren, bei dem wiederholte Pulse ortsfest auf eine Position treffen und die Bohrung primär durch Tiefenabtrag entsteht, erlaubt das Wendelbohren eine definiertere Geometrieausbildung und eine verbesserte Reproduzierbarkeit der Lochform. Durch den Einsatz eines Ultrakurzpulslasers erfolgt der Materialabtrag überwiegend durch direkte Ablation mit minimalem Wärmeeintrag, sodass die Wärmeeinflusszone stark reduziert wird. Bohrungen sind ab Durchmessern von etwa 150 µm aufwärts prozesssicher herstellbar. Der berührungslose Prozess verursacht keine mechanischen Belastungen des Werkstücks und eliminiert Werkzeugverschleiß vollständig. Die lokal stark begrenzte Energieeinbringung sowie die präzise Strahlführung ermöglichen eine hohe Maßhaltigkeit und stabile Prozessbedingungen, wodurch sich das Laser-Wendelbohren insbesondere für präzise Mikrobohranwendungen eignet.
Die Vorteile im Laseranwendungszentrum im Überblick
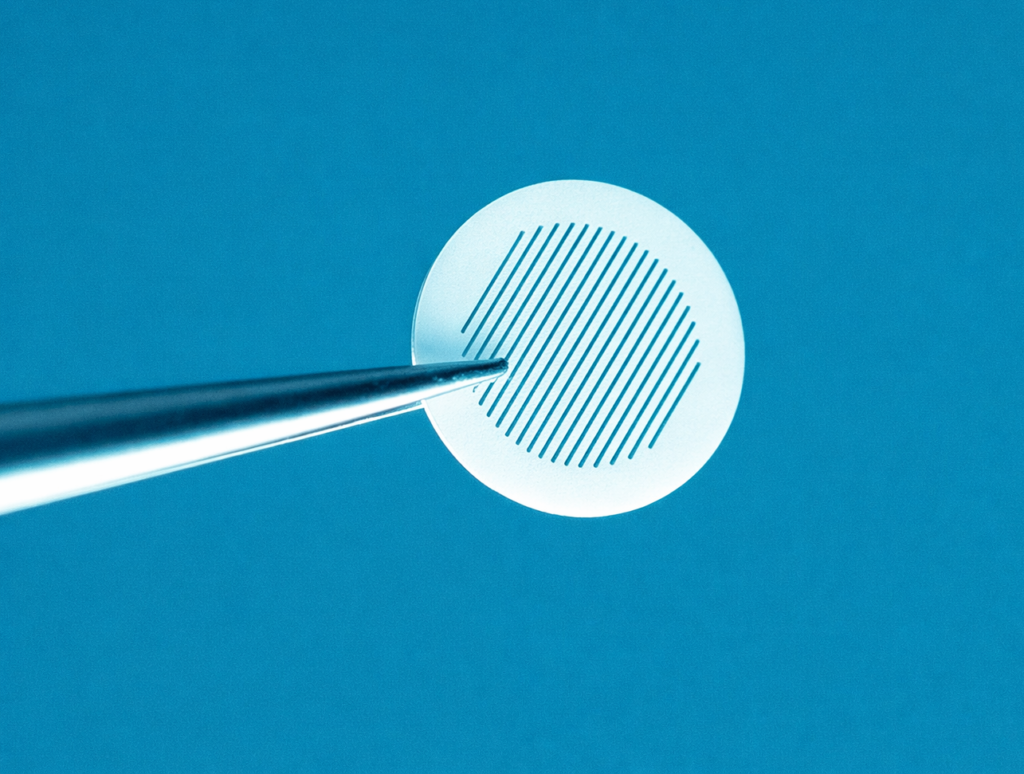
Das Verfahren wird zur Herstellung von Mikrobohrungen, Düsen, Filterstrukturen und Funktionsbohrungen eingesetzt. Aufgrund der berührungslosen Bearbeitung, des fehlenden Werkzeugverschleißes und der minimierten Wärmeeinbringung eignet sich das Laser-Wendelbohren insbesondere für präzise Anwendungen in der Elektronik, Feinwerktechnik sowie in der Düsen- und Mikrofluidtechnik. Die Fertigung erfolgt im Bereich von Kleinserien und Forschungsanwendungen. Eine mechanische Nachbearbeitung ist in der Regel nicht erforderlich; gegebenenfalls erfolgt eine Reinigung mittels Ultraschallbad, elektrochemischer Verfahren oder Ethanol. Der Prozess ist weitgehend automatisierbar, wobei Werkstückeinbau und anschließende Vermessung manuell erfolgen.
Erzielbare Qualitäten und Anbwendungsrahmen beim LaserwendelBohren
- Bauteile: Dünnwandige Düsen, Platinen, Uhrwerke
- Materialien: Edelstähle, Aluminium, Kupfer, Kunstoffe, Keramik, Glas
- Materialstärken: ca. 50 – 1500 µm
- Geometrien: Individuell
- Bohrungsdurchmesser: > 150 µm
- Erzielbare Rundheit: > 97 %
- Durchmessertoleranzen: < 10 µm / 1 -2 %

Mehr über den Autor:
Philip Oster, M. Sc.
Philip Oster ist Leiter des Laseranwendungszentrums bei Pulsar Photonics. Er hat ein abgeschlossenes Studium der Applied Physics mit dem Schwerpunkt Lasertechnik sowie über 10 Jahre praktische und leitende Projekterfahrung.
