
Bohren und Schneiden mit der Laserwaterjet-Technologie
Wie das Laserwaterjet Verfahren funktioniert und in welchem Bereich es zum Einsatz kommen kann
Dr. Joachim Ryll | 10. April 2024 ᛫ 10 Min.
Waterjet-Verfahren in Verbindung mit abrasiven Zusatzwerkstoffen sind beim Schneiden von Metallen und keramischen Werkstoffen längst etabliert. Demgegenüber ist die Laserwaterjet-Technologie, also die wasserstrahlgeführte Laserbearbeitung, eine vergleichsweise neue Technologie. Sie verbindet die vorteilhaften Eigenschaften des Waterjet-Verfahrens mit den Vorteilen und Möglichkeiten der Lasertechnologie. Dadurch ergänzt die Laserwaterjet-Technologie die bestehende Reihe der Laserschneid- und -bohrverfahren, dem Einzelpulsbohren, Perkussionsbohren, Trepanieren und Wendelbohren um einen leistungsfähigen Fertigungsprozess: das Tieflochbohren.
Einen Überblick über diese Laserbohrverfahren und deren Einsatzmöglichkeiten finden Sie in unserem Blogartikel zum Thema „Was ist Laserbohren?“
Der vorliegende Beitrag erklärt die Funktionsweise der Laserwaterjet-Technologie und beleuchtet dessen technologischen Merkmale. Er zeigt auf, für welche Materialien das Verfahren geeignet ist, welche Herausforderungen damit besonders gut bewältigt werden können und welche Vorteile das Laser-Wasserstrahlschneiden mit sich bringt.
Funktionsweise des Laserwaterjet-Verfahrens
Aufbau
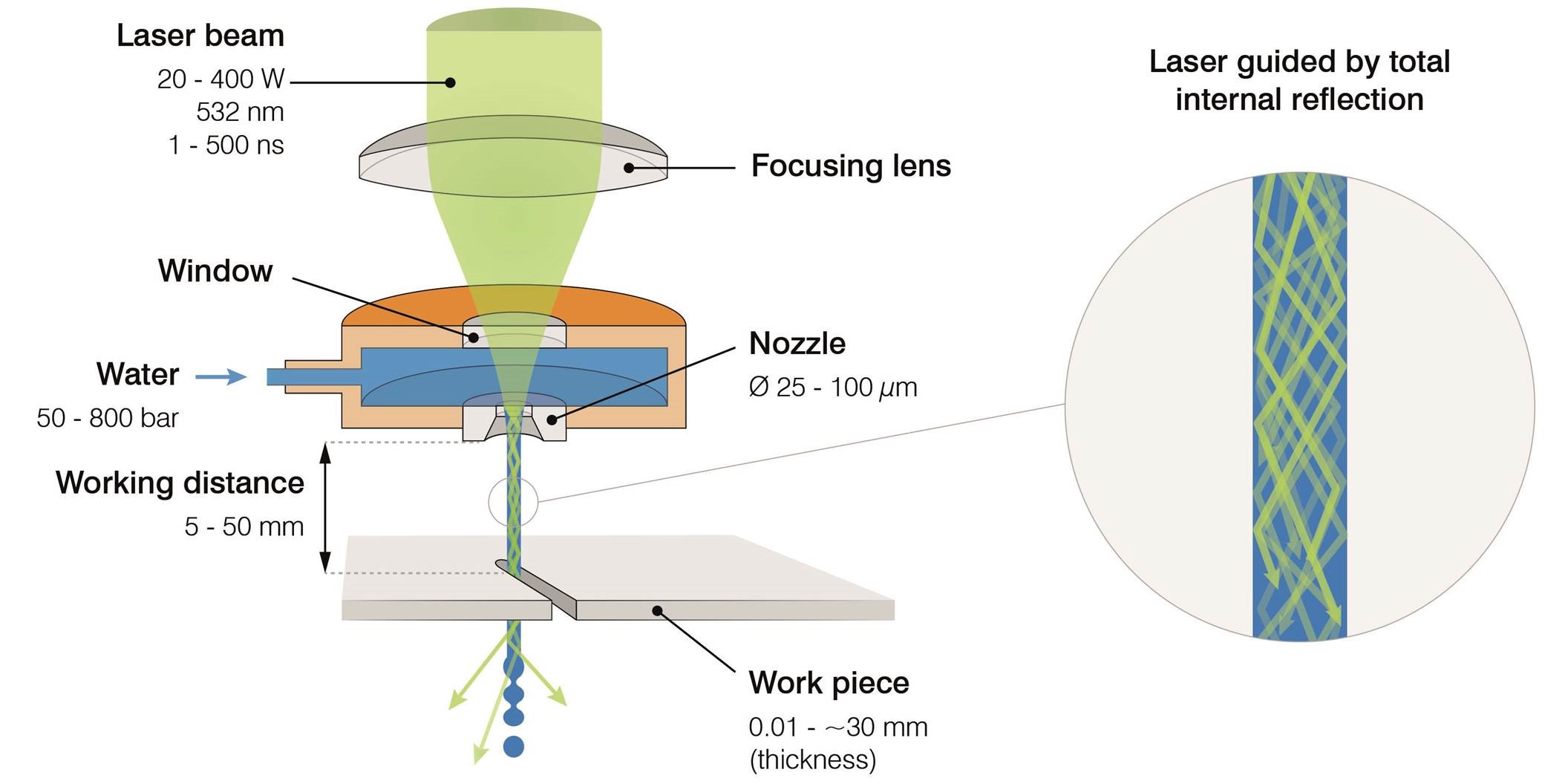
Zentraler technologischer Bestandteil der Laserwaterjet-Technologie ist es, die Laserstrahlung rückseitig in einen Wasserstrahl einzukoppeln. Dazu wird eine spezielle Düsenvorrichtung eingesetzt. Diese verfügt sowohl über eine gemeinsame Ausgangsapertur für den Wasser- und Laserstrahl, als auch über eine Fokussieroptik, die gegenüber der Ausgangsapertur liegt.
Das Wasser tritt seitlich unter Hochdruck in die Düsenvorrichtung ein. Die Düse formt es nun zu einem laminaren Wasserstrahl, also zu einem Strahl, in dem sich die Wasserteilchen mit gleicher Geschwindigkeit und parallel zueinander bewegen. Gleichzeitig wird der Laserstrahl durch die Fokussieroptik in den Bereich der Düsenöffnung eingekoppelt. In der Folge lässt sich die fokussierte Laserstrahlung innerhalb des Wasserstrahls wie in einer optischen Faser führen.
Erfahren Sie, welche Vorteile der Laser als Werkzeug im Allgemeinen bietet
Besonderheiten des Laserwaterjet-Verfahrens
Wasser und umgebende Luft weisen unterschiedliche Brechungsindices auf. Dadurch kommt es an der Innenseite des Wasserstrahls zur Totalreflexion der fokussierten Laserstrahlung, die gleichzeitig in Richtung Werkstückoberfläche weiter propagiert. Daraus folgt eine Eigenschaft der im Wasserstrahl geführten Laserstrahlung, die in der praktischen Anwendung besonders relevant ist: Solange sich der Wasserstrahl ungestört laminar ausbildet, wird auch die Laserstrahlung verlustarm geführt. Konkret bedeutet dies eine über mehrere Zentimeter konstant fokussierte Laserstrahlung.
Eine weitere Besonderheit des Laserwaterjet-Verfahrens ist die kühlende Wirkung des Wassers. Die Wärmeeinwirkung auf das bearbeitete Material ist dadurch deutlich reduziert, was wiederum eine hohe Präzision bei der Bearbeitung ermöglicht.
Alle Infos zur neuen Laserwaterjet-Anlage von Pulsar erhalten Sie hier
Technologische Merkmale des Laserwaterjet-Verfahrens
Das Arbeiten mit dem Laserwaterjet-Verfahren weist folgende technologische Merkmale auf:
Betriebsdruck & Wasserdurchsatz:
Das wasserstrahlgeführte Laserschneiden arbeitet mit einem Betriebsdruck von ca. 300 bar, liegt damit also deutlich unter der Druckbelastung von herkömmlichen Waterjet-Verfahren. Außerdem ist der Wasserdurchsatz geringer als beim abrasiven Wasserstrahlschneiden. Die Technologie erfordert keine Zuschlag- oder Abrasivwerkstoffe.
Bohren / Schneiden:
Zunächst zur Begrifflichkeit: Die Begriffe Bohren und Schneiden können in Bezug auf lasergestützte Verfahren nicht immer klar getrennt werden. Grundsätzlich sind zum Beispiel viele Laser-Bohrverfahren auch für das Laser-Schneiden einsetzbar. Der Übergang vom Bohren zum Schneiden ist häufig fließend und nur durch die Relativbewegung von Laserstrahl zum Werkstück definiert: Beispielsweise wird eine größere runde Öffnung als Bohrung bezeichnet, ist aber im Trepanier-Bohrverfahren als Kreis ausgeschnitten worden. Dagegen wird eine sternförmige Öffnung als Formbohrung bezeichnet, ist aber de facto ein Schnitt.
Vor diesem Hintergrund müssen die folgenden Angaben zu Eigenschaften des Laserwaterjet-Verfahrens gesehen werden.
Bohrungsdurchmesser / Schnittspalt: Mit dem wasserstrahlgeführten Laser sind technologisch Durchmesser bzw. Schnittfugenbreite von 120 – 200 µm möglich. Bohrungen werden in der Regel im Trepanier-Bohrverfahren ausgeführt, d.h. das Bohrloch wird durch eine Relativbewegung ausgeschnitten. Auch rechteckiges Schneiden ist mit dem Laserwaterjet möglich.
Materialstärke: Mit dem Laserwaterjet-Verfahren können Materialstärken im Bereich 0.5 – 20 mm gut bearbeitet werden.
Aspektverhältnis: Das Aspektverhältnis definiert sich aus der Materialstärke einerseits und dem Bohrungsdurchmesser bzw. der Schnittfugenbreite andererseits. Beim Bohren und Schneiden lassen sich Aspektverhältnisse von 1:100 erreichen.
Welche Bohrverfahren gibt es? jetzt im Artikel „Was ist Laserbohren?“ nachlesen
Einsatzmöglichkeiten und Vorteile des Laserwaterjets
Mit den oben skizzierten Merkmalen bietet sich das Laserwaterjet-Verfahren für verschiedenste Herausforderungen der produzierenden Industrie an. Sehen Sie dazu die folgenden Abschnitte.
Werkstoffe
Die Eigenschaften der Laserwaterjet-Technologie bieten sich besonders bei der Bearbeitung folgender Werkstoffe an:
- Buntmetalle
- Edelstähle
- Technische Keramiken
- Werkstoff-Verbünde
Nicht geeignet ist das Verfahren für die Bearbeitung von Kunststoffen, Folien und drucksensitiven Werkstoffen.
Vorteile fürs Schneiden und Bohren
Das wasserstrahlgeführte Laserschneiden führt bei zahlreichen Bohr- und Schnittverfahren zu einer signifikant höheren Qualität:
- Zylindrische Bohrungen sind mit extrem hohem Aspektverhältnis möglich.
- Glattschnitte lassen sich beim Laserwaterjet-Verfahren mit sehr schmaler Schnittfuge erstellen. Wegen der reduzierten Wärme- und Druckbelastung entstehen äußerst glatte, abrissfreie Schnittstellen. Materialanhaftungen in Form von Grat oder Bart treten nicht auf.
- Multipass-Verfahren, also Bohrungen, die in mehreren Durchgängen erfolgen, können ebenfalls mit Laserwaterjet durchgeführt werden.
Bohrungen in Kavitäten profitieren ganz besonders von den Eigenschaften des Verfahrens. Mit dem Auftreffen des Wasserstrahls an der Rückseite der Kavität bricht auch der Laserstrahl. Die Rückseite bleibt dadurch unbeschädigt.
Typische Branchen, in denen die Laserwaterjet-Technologie zum Einsatz kommt:
- Energie und Luftfahrt
- technische Keramik
- Werkzeugbau
- Halbleiter & Photovoltaik
- Mikro-Bearbeitung
- Uhrmacherei
Erste Kunden verfügen bereits über Pilotmaschinen der Pulsar Photonics RDX1000 LWJ. Haben Sie Fragen oder sogar eine Anwendung für das Laserwaterjet-Verfahren? Sprechen Sie uns gerne an!

Mehr über den Autor:
Dr. Joachim Ryll
Dr.-Ing. Joachim Ryll ist einer der drei Gründer und Geschäftsführer von Pulsar Photonics.
Nach dem Studium des Maschinenbaus an der RWTH Aachen mit Schwerpunkt Produktionstechnik promovierte er am Fraunhofer-Institut für Lasertechnik ILT im Themenfeld UKP-Laserschneiden. Bei Pulsar Photonics ist er verantwortlich für das Laseranwendungszentrum und den Anlagenbau mit Software-Entwicklung und Servicedienstleistungen.