Projekt »C3PO«: Neues Laser-Kontaktierungsverfahren für Solarzellen entwickelt
Pulsar Photonics baut Laseranlage für neues LTF VERFAHREN für Fraunhofer

(PresseBox) (Freiburg, 05.10.20) Am Fraunhofer-Institut für Solare Energiesysteme ISE ist ein alternatives Verfahren zur Herstellung von Solarzellen-Kontakten entwickelt worden. Das Laser Transfer and Firing (LTF) bietet insbesondere für bestimmte Solarzellenoberflächen Vorteile gegenüber dem Standardverfahren. Im Verbundprojekt »C3PO« ist es den Freiburger Forscher*innen gemeinsam mit Industriepartnern jetzt gelungen, auf einer Anlage der Pulsar Photonics GmbH den LTF-Prozess erstmals vollautomatisiert abzubilden. Das Verfahren kann nun im Hinblick auf eine industrielle Umsetzung systematisch getestet und optimiert werden.
Um den in einer Solarzelle erzeugten Strom entnehmen zu können, werden Leiterbahnen aus Metall – sogenannte Kontaktfinger – auf die Solarzelle aufgebracht. Das Standardverfahren hierzu ist der Siebdruck. Hier wird Silberpaste durch ein Sieb auf die Solarzellenvorderseite aufgebracht. Die Solarzellenproduktion ist heute einer der größten Silberkonsumenten weltweit. Auch deshalb werden intensiv alternative Metalle und entsprechende Verfahren zur Kontaktfingeraufbringung untersucht, darunter ein elektrochemisches Verfahren, das sogenannte elektrochemische Plating. Bevor das Plating allerdings eingesetzt werden kann, muss eine vorhandene elektrische Schutzschicht geöffnet werden. Dies erfolgt heute durch einen speziellen Laserprozess, der die Schutzschicht an bestimmten Stellen gezielt und präzise abträgt. Auf den so entstandenen Kontaktöffnungen wird dann der Kontaktfinger aus zunächst Nickel, dann Kupfer und zuletzt Silber elektrochemisch aufgewachsen.
Das neue LTF- Verfahren zur Öffnung der elektrischen Schutzschicht und Herstellung der Metallkontakte bietet gleich mehrere Vorteile gegenüber dem Standardverfahren. Es ermöglicht eine höhere Flexibilität bei der Wahl der Kontaktmetalle, indem statt Nickel zum Beispiel auch Aluminium, Titan oder Wismut zum Einsatz kommen können. Das LTF-Verfahren bietet zudem mehr Spielraum beim Kontaktfinger-Layout. Zudem eignet sich das Metallisierungsverfahren auch für Solarzellen mit temperatursensiblen Schichten, da es die Zelle nicht über Raumtemperatur erwärmt.
Der LTF-Prozess
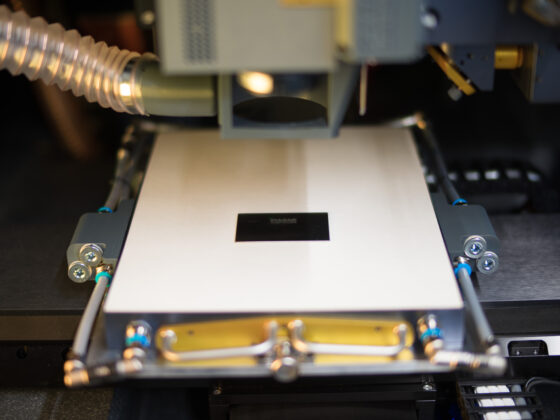
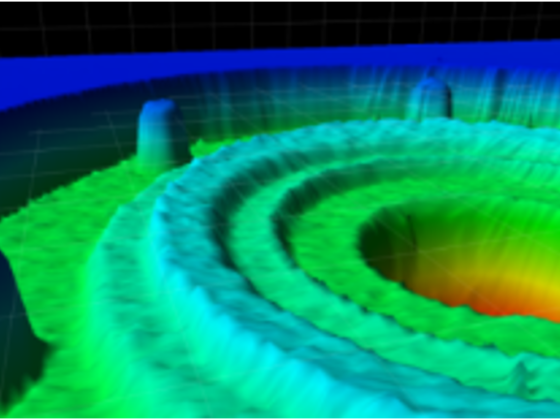
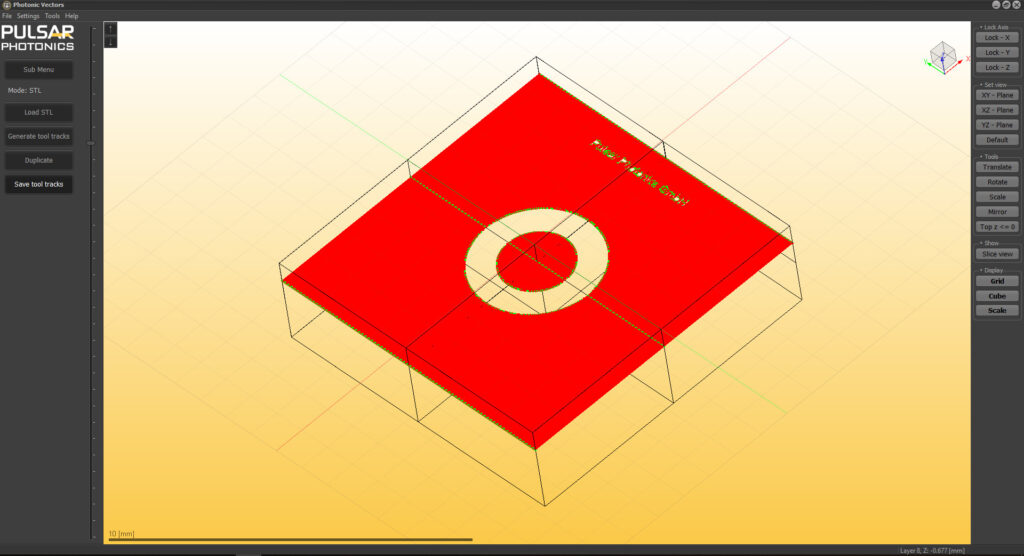
Der LTF-Prozess besteht aus zwei Teilschritten: Durch ein direktes Laserdruckverfahren wird im ersten Schritt Metall im gewünschten Kontaktfinger-Layout von einer metallbeschichteten Folie auf eine Solarzelle übertragen. An dieser Stelle spricht man zunächst von LIFT (»Laser Induced Forward Transfer«). Wesentlich dabei ist, dass die übertragenen Metallstrukturen sehr schmal sind, damit die auf die Zelloberfläche auftreffende Sonnenstrahlung nicht übermäßig abgeschattet wird. »Mit dem Verfahren konnten wir im Labor bereits Metallstrukturen feiner als 5 µm auf die Solarzellenoberfläche aufbringen«, berichtet Dr. Saskia Kühnhold-Pospischil, Projektleiterin am Fraunhofer ISE. In der neuen Anlage wird für den LIFT-Prozessschritt die Solarzelle auf einem Vakuum-Chuck positioniert und unter eine metallbeschichtete Trägerfolie gefahren, von der das Metall auf die Solarzelle übertragen wird. Nach der Metallübertragung wird die Metallfolie vollautomatisch durch ein Rolle-zu-Rolle-System ein Stück weiter transportiert, um den Metallübertrag der nächsten Solarzelle durchführen zu können. Die beschichteten Folien wurden von der Firma ROWO speziell für den LIFT-Prozess entwickelt.
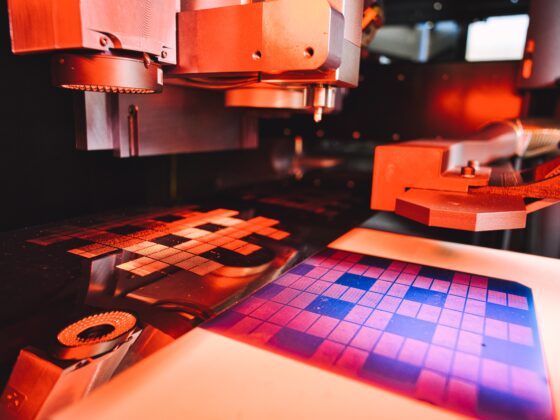
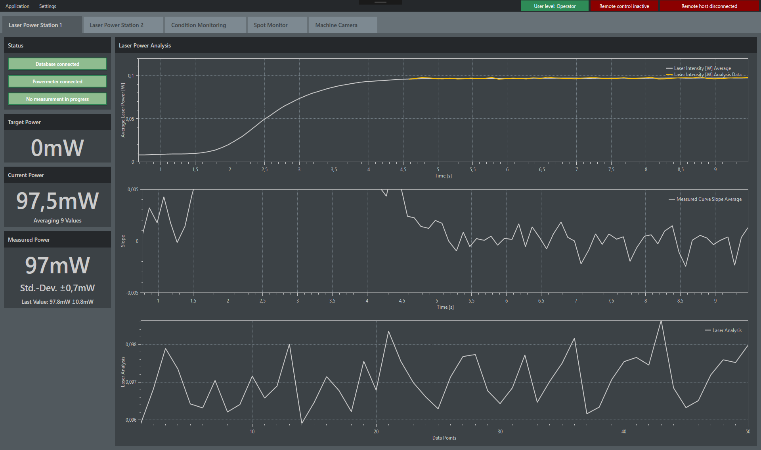
Im zweiten Prozessabschnitt werden die so entstandenen Metallstrukturen auf der Solarzellenoberfläche zu Kontakten ausgebildet. Dies geschieht mittels Laser Selective Heating (LSH). Dazu wird ein Laser der Firma Soliton/ Advalue mit einer Wellenlänge verwendet, welche lediglich von dem übertragenen Metall absorbiert wird, nicht aber vom darunter liegenden Silicium. So wird das Silicium durch diesen Laserschritt nicht beschädigt, was wiederum vorteilhaft für hohe Solarzelleffizienzen ist. Beide Prozessschritte können vollautomatisiert und auf wenige Mikrometer exakt aligniert in der neuen LTF-Anlage durchgeführt werden.
Im Labor war die Funktionalität des neuen LTF-Verfahrens bereits nachgewiesen worden. Im Rahmen des Verbundprojekts »C3PO« (»Cool Copper Contacts – Entwicklung einer industriellen Niedertemperatur- Technologie zur Herstellung 20 μm feiner Kupferkontakte für bifaciale PERC, Hetero- und TOPCon-Solarzellen«), das vom Bundesministerium für Wirtschaft und Energie gefördert wurde, konnte in einer Zusammenarbeit zwischen PULSAR, Soliton, RENA, ROWO und Fraunhofer ISE der Prozess auf einer industrienahen Anlage erstmals umgesetzt werden. Zukünftig sollen neben der beschriebenen LTF-Anwendung auch Kontaktfinger in ihrer Gänze Schicht für Schicht, also additiv gefertigt werden. »Sowohl für die Herstellung kleinster 3D Strukturen als auch das lokale Beschichten sensibler Bauelemente sehen wir auch in weiteren Forschungsfeldern Anwendungsmöglichkeiten für die LTF-Technologie. Mit der Pilotanlage und unserem Konsortium bestehen nun beste Voraussetzung diese zukünftig erfolgreich zu entwickeln«, freut sich Dr. Jan Nekarda, Abteilungsleiter Strukturierung und Metallisierung am Fraunhofer ISE.
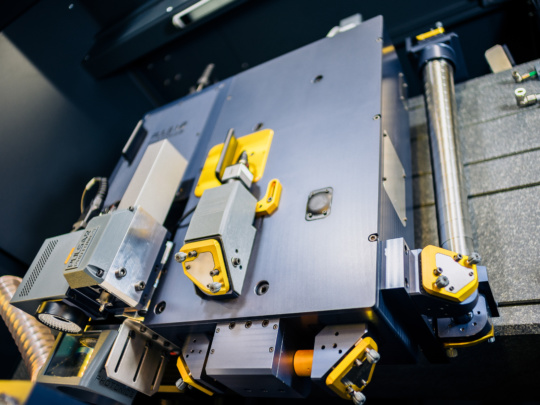
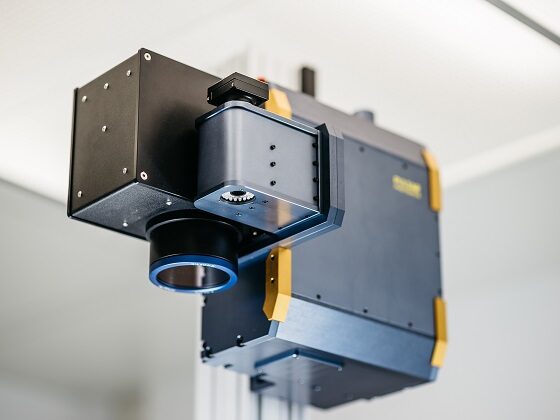
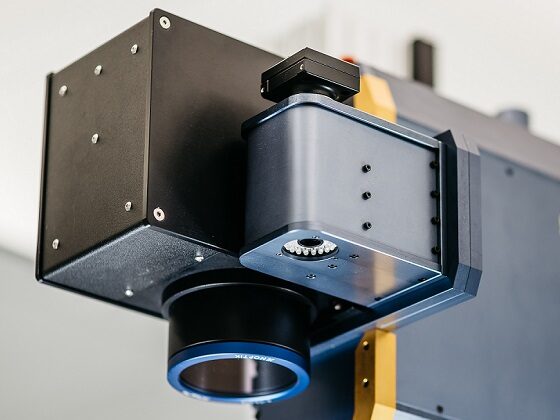
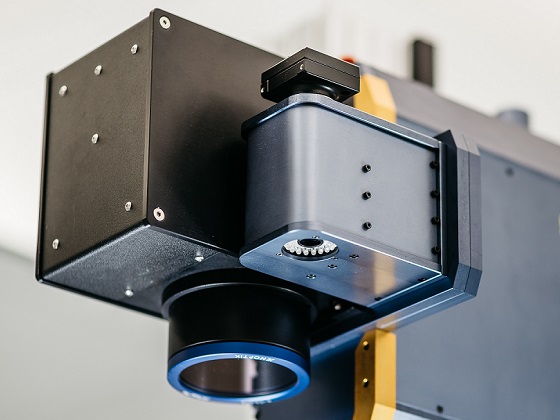
Vollautomatisierte Rolle-zu-Rolle Laser-Transfer und Feuer-Anlage am Fraunhofer ISE. Die Anlage wurde im Rahmen des öffentlich geförderten Projekts »C3PO« entwickelt. ©Fraunhofer ISE
Die Projektpartner
Pulsar Photonics
Die Pulsar Photonics GmbH ist ein innovatives HighTech-Unternehmen im Bereich Lasertechnik. Das Leistungsspektrum umfasst Entwicklung und Produktion von Lasermaschinen für die Materialbearbeitung mit Kurz- und Ultrakurzpulslasern. Weitere Geschäftsbereiche umfassen die serielle Mikrofertigung und die Entwicklung komplexer Strahlformungssysteme für die Multistrahl- und Präzisionsbearbeitung. Die Maschinen werden in Bezug auf die enthaltenen Komponenten dem Prozess und den Kundenwünschen angepasst und mit einer individualisierten Softwarelösung ausgestattet. Die Pulsar Photonics GmbH, gegründet im Jahr 2013, ist laut Financial Times und Statista eines der 1000 am schnellsten wachsenden Unternehmen in Europa.
ROWO Coating
Ein Schwerpunkt von ROWO liegt in der Entwicklung maßgeschneiderter Schichtsysteme auf flexiblen Substraten wie Folien, Vliese und Gewebe. Die Anforderungen an die Schichtsysteme sind dabei so vielfältig, dass neben konventioneller Aufdampftechnik u.a. auch plasmagestützte Verfahren wie die Sputtertechnologie eingesetzt werden. Des Weiteren beschäftigt sich ROWO mit den der Beschichtung folgenden Weiterverarbeitungsschritten. Spezielles Augenmerk wird dabei auf innovative Strukturierungsverfahren zur Entwicklung und Optimierung von Materialien für die Leiterplatten- und Kabelindustrie und für EMV-Anwendungen gerichtet.
RENA
Die Firma RENA Technologies GmbH besitzt langjährige Erfahrung hinsichtlich der Prozess- und Anlagenentwicklung für kristalline Silicium-Solarzellen, insbesondere im Bereich nasschemischer Prozesse und zur galvanischen Kupferabscheidung.
Soliton
Die Soliton Laser- und Messtechnik GmbH bietet seit 1990 unter anderem diverse Laserquellen an. Dazu gehören Gaslaser, Faserlaser, Diodenlaser und Festkörperlaser. Abhängig von der Anwendung in der Materialbearbeitung oder in der Spektroskopie werden Laser mit verschiedenen Wellenlängen, Linienbreiten im Dauerstrich- oder Pulsbetrieb mit Pulsdauern von Nanosekunden bis Femtosekunden angeboten. Für die Wartung der Laser steht das Soliton Serviceteam zur Verfügung.
Fraunhofer-Institut für Solare Energiesysteme ISE
Die Fraunhofer-Gesellschaft ist die führende Organisation für angewandte Forschung in Europa. Unter ihrem Dach arbeiten 74 Institute und Forschungseinrichtungen an Standorten in ganz Deutschland. Mehr als 28 000 Mitarbeiterinnen und Mitarbeiter bearbeiten das jährliche Forschung volumen von mehr als 2,8 Milliarden Euro. Davon fallen 2,3 Milliarden Euro auf den Leistungsbereich Vertragsforschung. Über 70 Prozent dieses Leistungsbereichs erwirtschaftet die Fraunhofer-Gesellschaft mit Aufträgen aus der Industrie und mit öffentlich finanzierten Forschungsprojekten.
Die internationale Zusammenarbeit wird durch Niederlassungen in Europa, Nord- und Südamerika sowie Asien gefördert.