Nachhaltig, präzise und ultrakurz: Pulsar Photonics setzt auf Lasermikrobearbeitung im Maßstab XXL
1000 Laserstrahlen im Parallelschwung
Aachen, 19. Juni 2024
Die Pulsar Photonics GmbH aus Aachen entwickelt die Lasermikrobearbeitung weiter: Aktuell entsteht eine Anlage mit Ultrakurzpulslaser, die Flächen von mehr als zehn Quadratmetern präzise und nachhaltig strukturiert. Das Skalierungskonzept erlaubt künftig mit Tausenden Laserstrahlen sogar das Bearbeiten von zehnmal größeren Oberflächen. „Wir sind zwar nicht die Einzigen, die großflächige Lasermikrobearbeitung betreiben“, erklärt Dr. Joachim Ryll, Geschäftsführer von Pulsar Photonics. „Aber unser Ansatz ist einzigartig. Unser Ziel ist es, auf einer einzigen großen Anlage Flächen parallel und individualisiert zu strukturieren.“
Dies ist besonders relevant, da die Nachfrage nach Oberflächenstrukturierung ohne chemische Substanzen steigt. Ursachen sind zunehmende umweltrechtliche Einschränkungen und Verordnungen, die den Einsatz von Chemikalien begrenzen. Der Ultrakurzpulslaser (UKP-Laser) bietet hierfür eine nachhaltige Alternative. Bisher wurden UKP-Laser hauptsächlich für kleinflächige Anwendungen genutzt, doch bereits jetzt gibt es Lösungen, die Flächen im Quadratmeterbereich für Flachglas, Foliensubstrate und Prägewalzen effektiv bearbeiten.


Bis zu fünf Arbeitsstationen im Paralleleinsatz
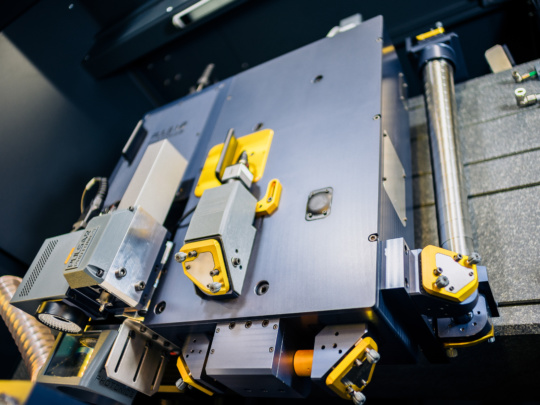
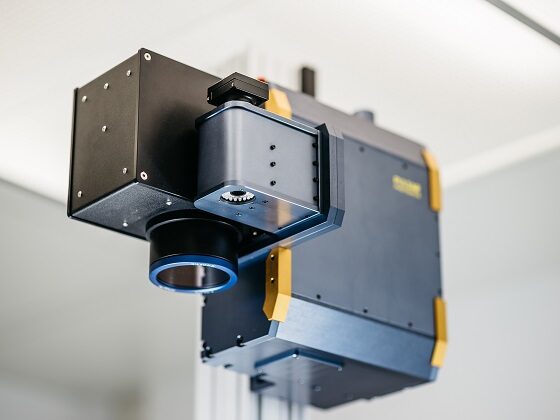
Auf Brückentechnologie der besonderen Art setzten die Aachener bei ihrem Gantrysystem RDX2800: Es ist mit seinen Maschinenmodulen nach dem Baukastensystem aufgebaut. Jedes Modul kann Flachbauteile von bis zu 2,5 mal 1,5 Metern mit UKP-Lasern präzise bearbeiten. Pulsar reiht mehrere Module hintereinander und kann so größere Bauteile bearbeiten, die deutlich über 10 m² liegen. Innerhalb eines Maschinenmoduls ermöglichen mehrere Arbeitsstationen sowohl die individualisierte Einzelstrahl- als auch die Multistrahlbearbeitung. Dabei können insgesamt mehr als tausend Laserstrahlen gleichzeitig eingesetzt werden. Im EU-Infrastrukturprojekt NextGenBat haben die Aachener bereits gezeigt, wie sich die Produktivität der Lasermikrobearbeitung erheblich steigern lässt. Sie entwickelten eine Rolle-zu-Rolle-Anlage, die Elektroden für Lithiumionen-Zellen trocknet und strukturiert. Die „MultiBeamMultiScanner“-Optik teilt dabei die Laserleistung in mehrere Teilstrahlen, um effizienter zu arbeiten. Den ersten Schritt zum Modulbaukasten macht das Unternehmen nun mit einem Pilotkunden. „Die industrielle Umsetzung im großen Maßstab ist der besondere Reiz“, erklärt Dr. Ryll. Geplant ist für den Pilotkunden eine Anlage, in der mehrere miteinander verkettete Arbeitsstationen die über zehn Quadratmeter große Oberfläche von flachen Bauteilen mit UKP-Laser und Multistrahltechnik mit mehreren Teilstrahlen präzise aufrauen und strukturieren.
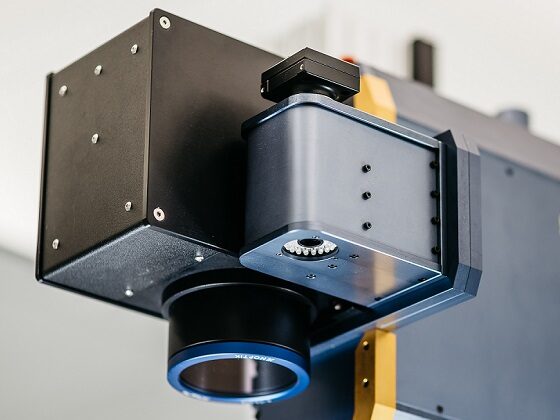
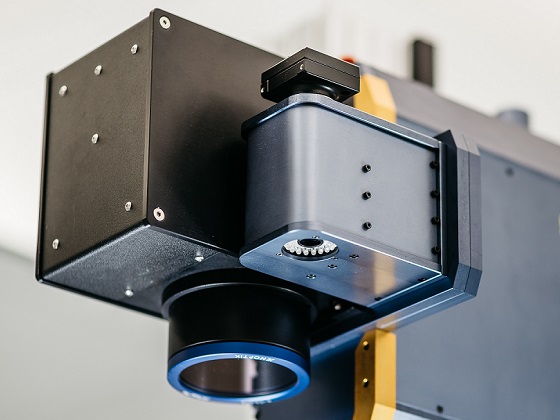
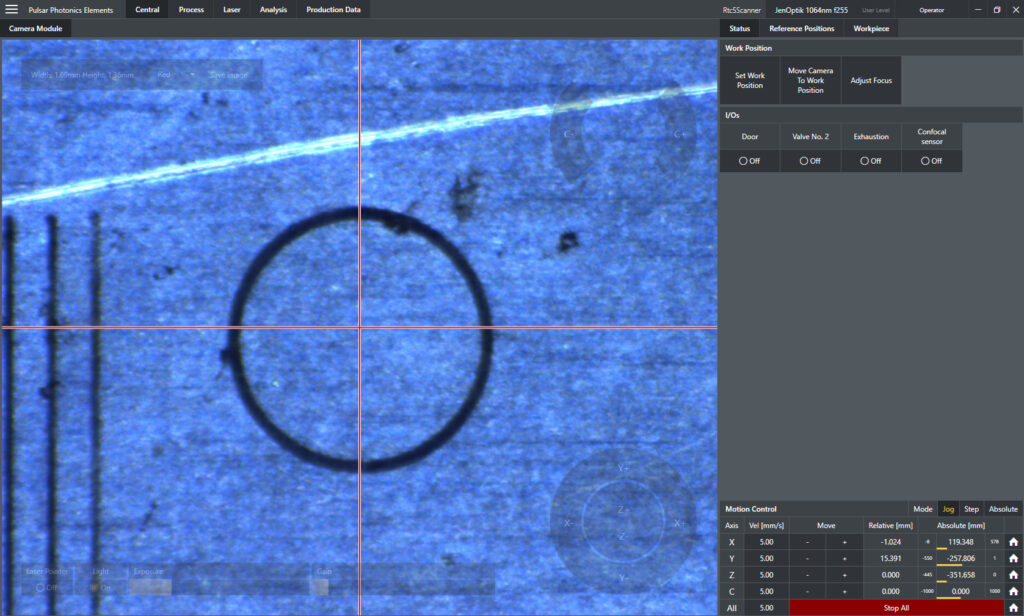
Extrem sorgfältige Kalibrierung des Freistrahl-Prozesses
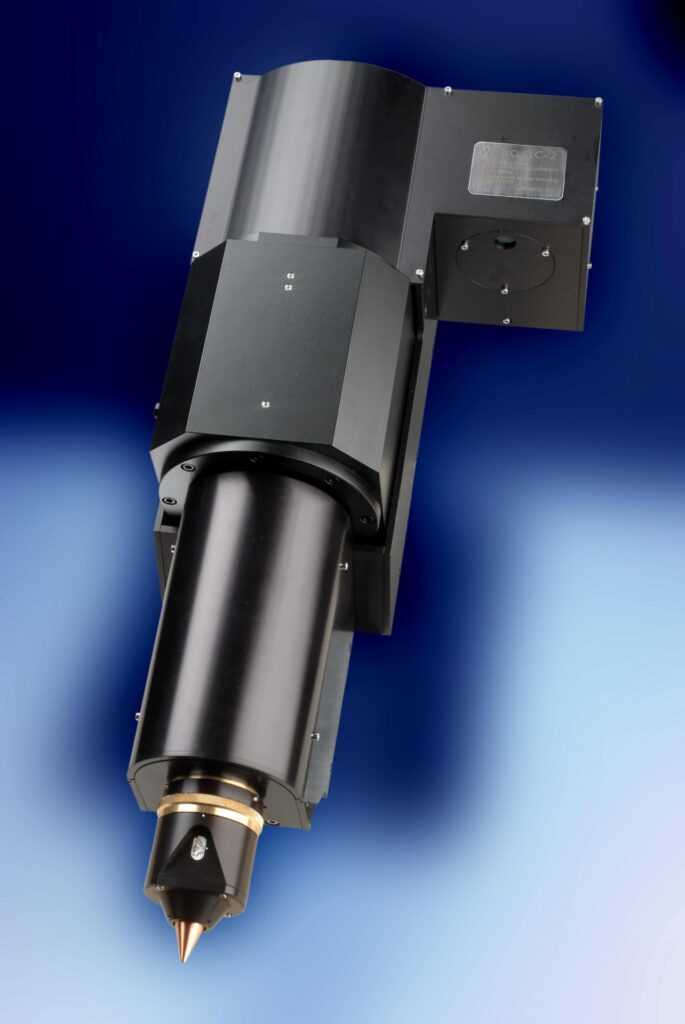
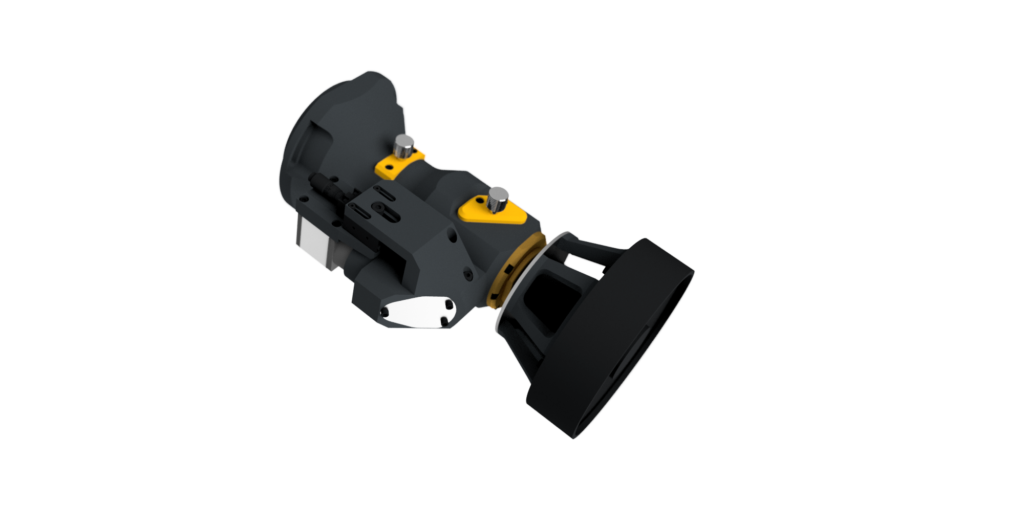
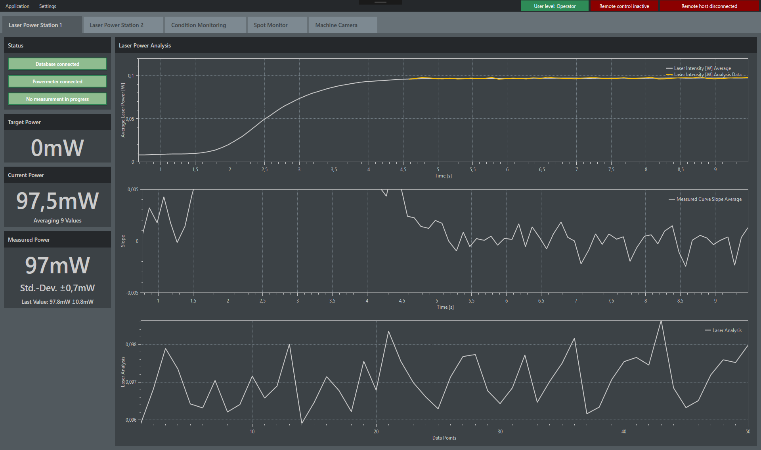
Die Lasermikrobearbeitung steht und fällt mit der Strahlführung vom Laser zum Werkstück. Dr. Ryll: „Da es sich um hochenergetische Strahlung handelt, kommt eine Führung durch Fasern aufgrund der damit verbundenen Verluste derzeit nicht infrage. Deshalb nutzen wir den Freistrahl, um diese Herausforderung zu bewältigen.“ Weil aber selbst geringfügige Winkelfehler in der Laserbearbeitung eventuell für signifikante Strukturabweichungen sorgen, ist extrem präzise Justierung und Kalibrierung der Scan- und Koordinaten-Geräte gefragt. Die Präzision der Lasermikrobearbeitung hängt außerdem wesentlich von einem durchdachten Daten- und Wärmemanagement ab. Es ist entscheidend, dass die Arbeitsstationen in Echtzeit korrekt mit Daten versorgt werden: Die Echtzeit-Online-Überwachung ist für den Betrieb der Anlage daher von zentraler Bedeutung. „Diese Überwachung ermöglicht es uns, kontinuierlich zu verfolgen, wie und wann die Maschine mit bestimmten Dateien arbeitet“, erklärt Dr. Ryll.

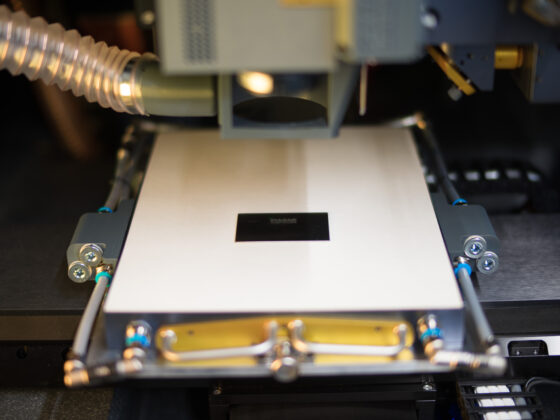
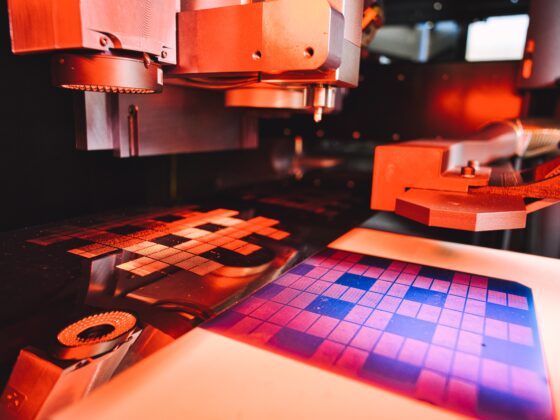
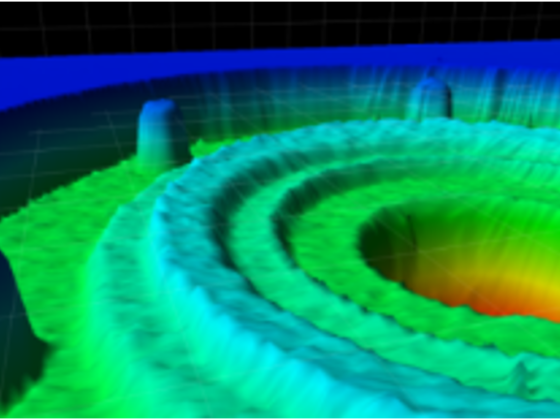
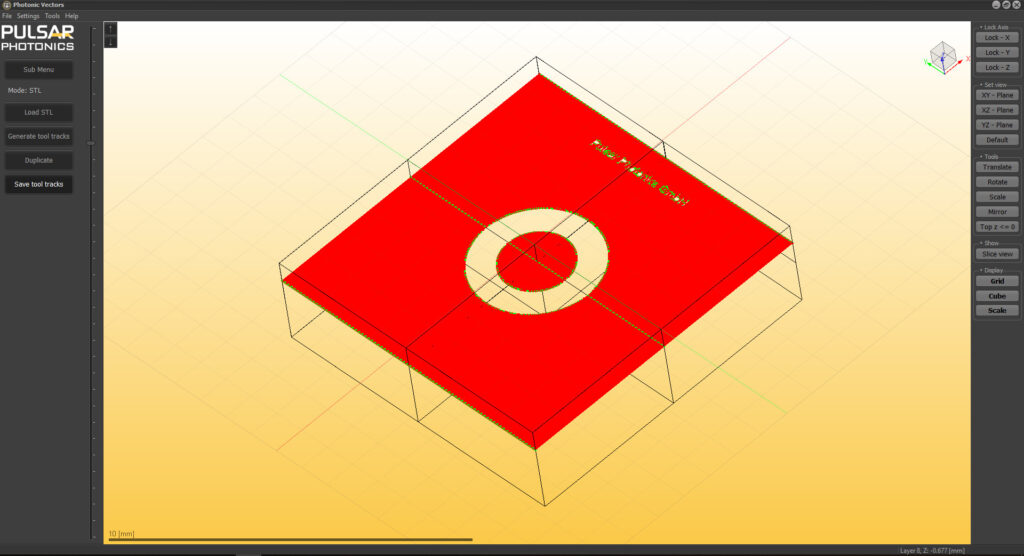
Demonstratorplatte (1000 mm x 1000 mm) für die großflächige UKP-Laserbearbeitung mit Beispielstrukturen für funktionale Oberflächen und Tiefengravuren. © Pulsar Photonics GmbH.
Vielfältige Anwendungen im XXL-Format
Aufbauend auf dieser fortschrittlichen Entwicklung arbeitet das Spinn-off des Fraunhofer ILT bereits in Dimensionen, die zehn Quadratmeter deutlich überschreiten. Ziel sind laut dem Geschäftsführer Technologien, mit denen sich Flächen von 100 Quadratmetern oder mehr bearbeiten lassen. Ein Bedarf an möglichen Anwendungen für Lasermikrobearbeitung im XXL-Format ist hoch: Sie reicht laut Dr. Ryll von der Vorbereitung von Oberflächen für Klebe- und Beschichtungsprozesse über die großflächige Werkzeugbearbeitung und Mikro- sowie Nanostrukturierung bis hin zur Herstellung großformatiger Siebe.

Dr. Joachim Ryll, Geschäftsführer Pulsar Photonics GmbH, setzt auf einen vollkommen neuen Ansatz für die großflächige Lasermikrobearbeitung: „Ziel ist die Entwicklung von Technologien, mit denen sich Flächen von 100 Quadratmetern oder sogar mehr bearbeiten lassen.“
Beispiele für Anwendungen sind:
- Großflächiges Aufrauen und Modifizieren von Oberflächen zur Vorbereitung von Klebe- und Beschichtungsprozessen
- Großflächige Werkzeugbearbeitung, z.B. für Form- und Umformwerkzeuge auch für die papier-, folien- oder kunststoffverarbeitende Industrie
- Großflächige Mikro- und Nanostrukturierung zur Herstellung funktionaler Oberflächen
- Herstellung großformatiger Siebe für verfahrenstechnische Anwendungen
Pulsar Photonics
Die Pulsar Photonics GmbH ist ein innovatives HighTech-Unternehmen in der Lasertechnik. Das Leistungsspektrum des Unternehmens umfasst die Laser-Prozesstechnik, den Anlagenbau mit Software-Entwicklung sowie die Sparte Laser-Systemtechnik.
Das Unternehmen beschäftigt sich seit der Gründung intensiv mit Skalierungsansätzen für die Produktion. Für Kunden werden dafür exklusiv Leistungen von der professionellen Anwendungsentwicklung, über das Ramp-Up bis zum Aufbau automatischer Produktionsmaschinen mit Service und Know-How-Transfer abgebildet. Pulsar Photonics investiert dazu kontinuierlich in eigene Fertigungskapazitäten für die Einzelteil- und Serienfertigung mit (Ultra-) Kurzpulslasern. Kernprozesse sind das Strukturieren, Bohren und Präzisionsschneiden.
Die Pulsar Photonics GmbH hat ihren Hauptsitz in Aachen. Das Unternehmen wurde 2013 als Spin-Off des Fraunhofer ILT in Aachen gegründet und in der Wachstumsphase vom Hightech-Gründerfonds HTGF, Bonn finanziert. Seit 2021 ist Pulsar Photonics Teil der Schunk Group.
Das stark wachsende und profitable Unternehmen gehört mit heute mehr als 90 Beschäftigten zum deutschen Mittelstand und ist Teil der Strukturwandel-Initiative LaserRegionAachen.
Pressemitteilung Word (Download)
Pressemitteilung PDF (Download)


Technischer Ansprechpartner
Dr. Marius Gipperich
Telefon: +49 (0) 2405 49 504 – 28
E-Mail: machines@pulsar-photonics.de
Pulsar Photonics GmbH
Alte Würselener Str. 13
52080 Aachen
Pressekontakt
Sonja Wichert
Telefon: +49 (0) 2405 49 504 – 36
E-Mail: info@pulsar-photonics.de
Pulsar Photonics GmbH
Alte Würselener Str. 13
52080 Aachen