
Process development
for welding metals or polymers
Welding of component parts under
inert gas atmosphere & electrochemical cleaning
Development and design of positioning tools
for complex welds
Comparison of conventionally machined and laser-welded microcomponents
Conventional methods for joining microtechnical components, such as resistance, ultrasonic, or adhesive welding, reach their limits, especially with miniature structures and temperature-sensitive materials. While conventional welding processes generate large heat-affected zones through heat conduction, this often leads to distortion, uneven seam formation, or damage to adjacent functional layers in delicate components. The combination of materials is also severely limited – many processes are only suitable for metallic partners with similar melting temperatures or thermal conductivity. For applications in medical technology or microelectronics, this significantly limits the integration possibilities of the technologies.
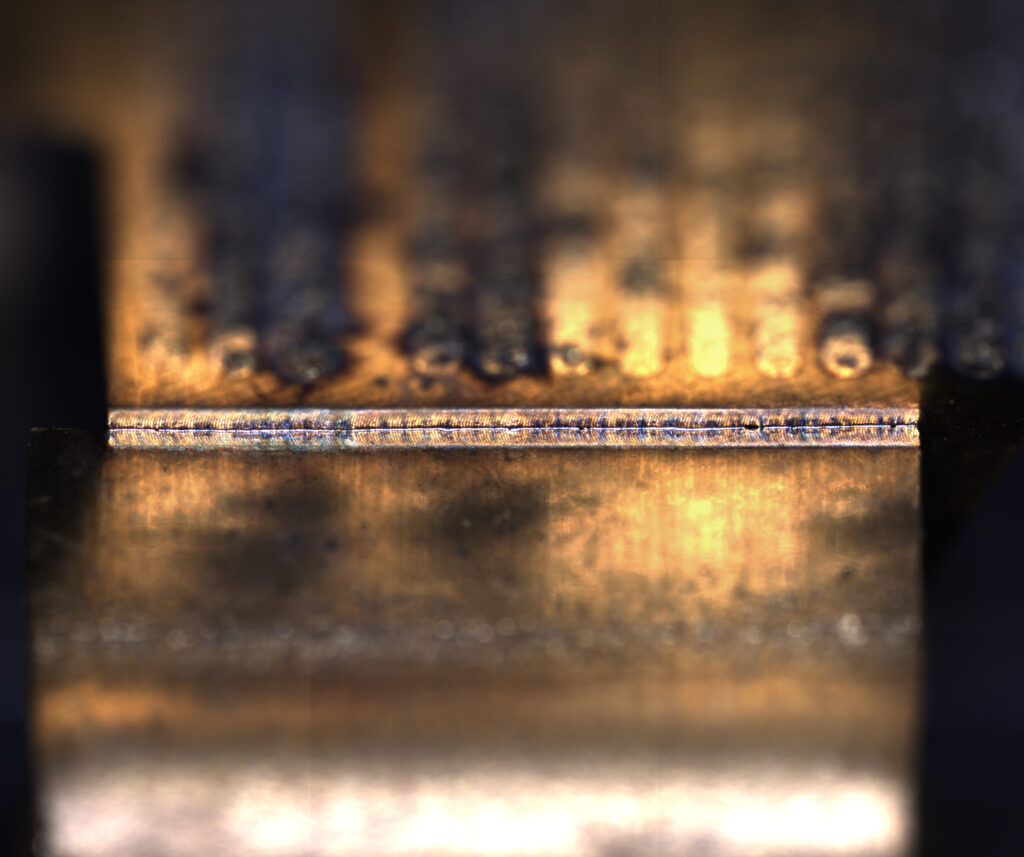
Laser micro welding offers a powerful alternative to conventional joining methods. The use of pulsed or continuous laser sources enables high-precision, locally limited energy inputs. Short-pulsed fiber lasers in particular enable the material-bonded joining of thin-walled or complex-shaped micro components with minimal thermal influence. For example, foils and wires made of stainless steel, titanium, or PEEK with thicknesses of less than 100 µm can be welded together reliably. The high spatial resolution of the laser allows for very small seam widths specific to the material and reproducible weld seams with excellent mechanical stability.

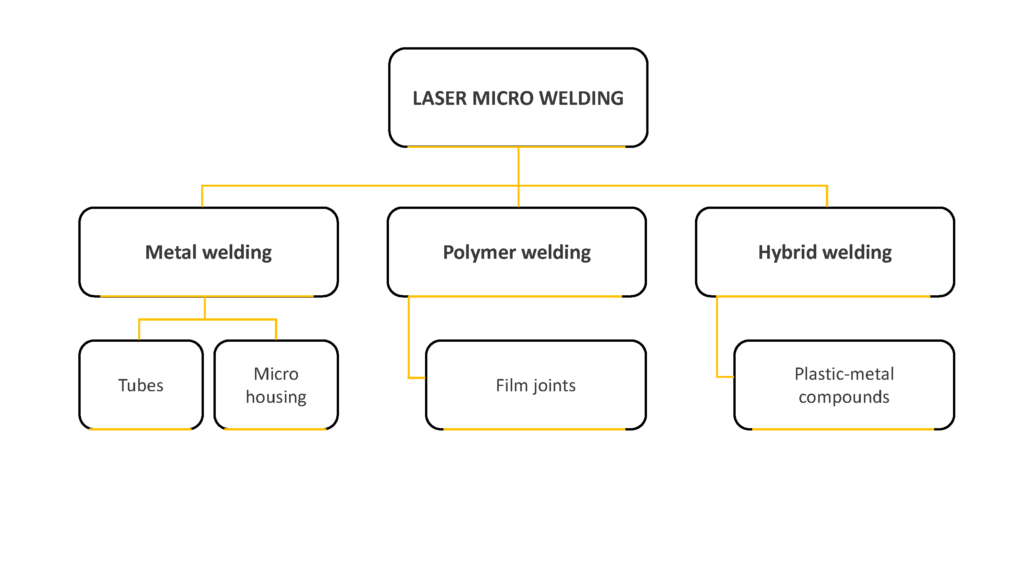
Our services in the field of Laser micro welding
Laser micro welding is a non-contact, high-precision joining process for creating material-locked connections with minimal heat input. It enables both the finest spot connections in the micrometer range and continuous, precise weld seams over several millimeters. The locally limited energy input results in a very small heat-affected zone, high dimensional accuracy, and low component stress.
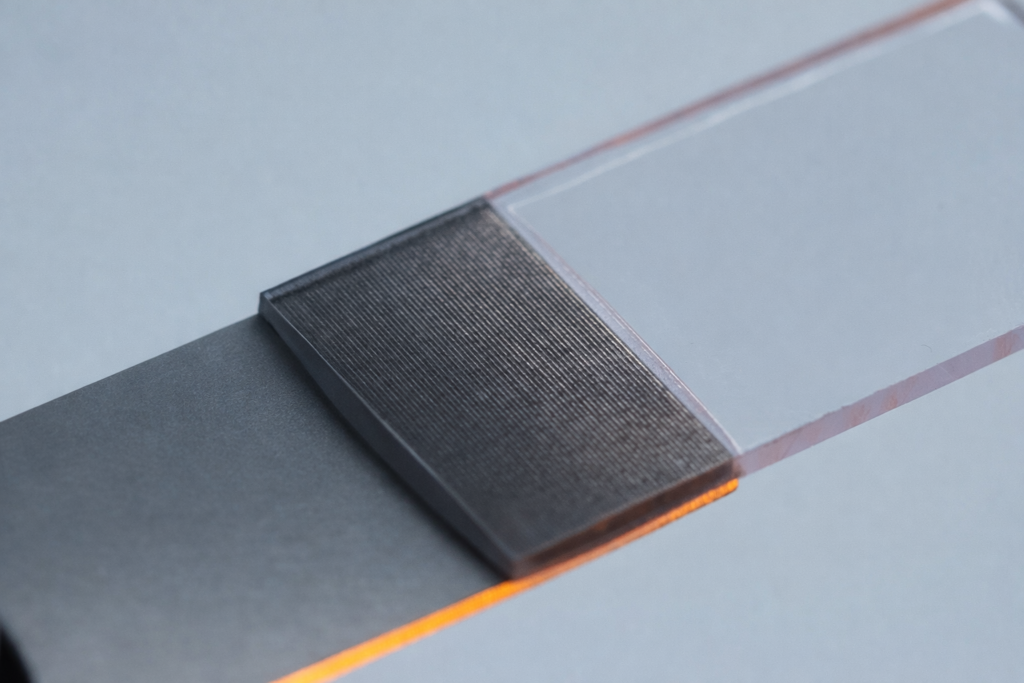
The process is used equally for welding thin-walled housings and pipe structures, for plastic welding, and for plastic-metal joints. In hybrid joints in particular, an upstream laser structuring process is used to condition the joining surfaces in a targeted manner and to produce reproducible, process-reliable joints with high strength and tightness. The use of short-pulsed or continuous laser radiation ensures stable and repeatable processes without significant deformation or damage to adjacent structures.
Laser micro welding is therefore suitable for demanding applications with high requirements for precision, tightness, and process stability, especially for sensitive, miniaturized, or geometrically complex components such as those used in medical technology, electronics, sensor technology, the food industry, or microsystem technology.
Achievable qualities and application scope
- Components: Thin-walled housings, tubes, plastic and hybrid components
- Materials: Stainless steels, titanium, aluminum, copper, plastics
- Material thicknesses: approx. 50–2000 µm
- Seam geometries: spot, line, and circumferential weld seams
- Seam widths: < 50 µm to approx. 1000 µm
- Joint types: All common joint types as well as rotary arrangements

Application examples

The suitable machine solution: RDX2Fiber
Our RDX2Fiber is a versatile laser system for assembly production, with a particular focus on welding in the kW power range. The use of powerful fiber lasers and optional additional beam sources enables precise and flexible welding processes. A large working area, compact design, and sensor-assisted beam switching and measurement technology ensure high process reliability and good accessibility.


Your Personal Contact person
Dennis Pechner
Technical Sales, Laser Application Center