
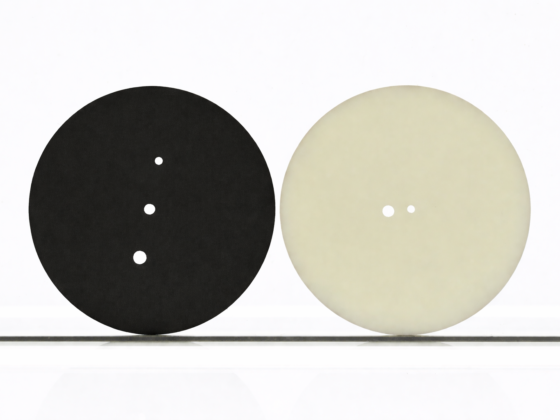
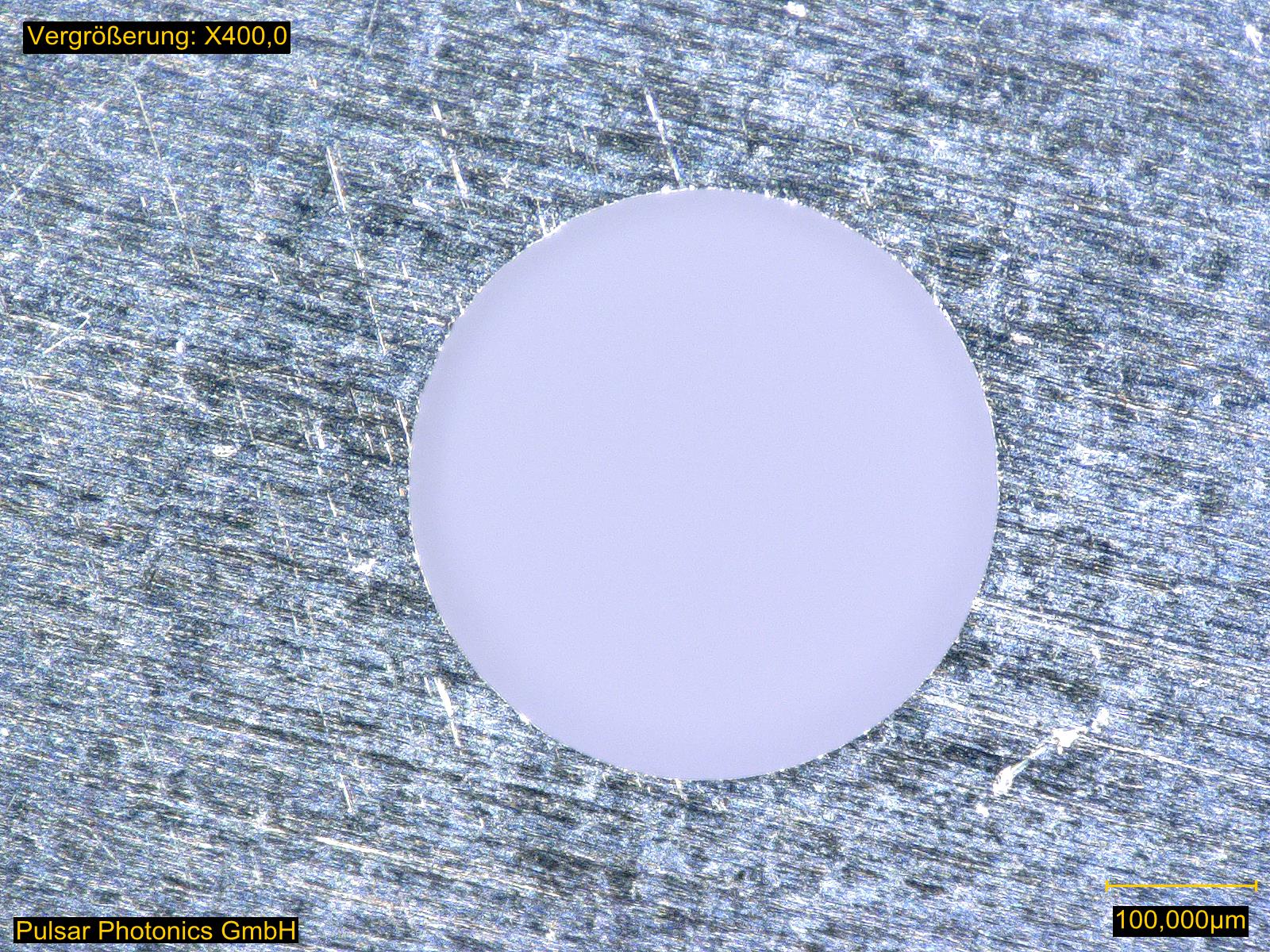
Highly precise cylindrical holes starting from 150 µm without typical conicity
Maximal material and geometric flexibility
Material thicknesses from ca. 50 µm up to 1.5 mm
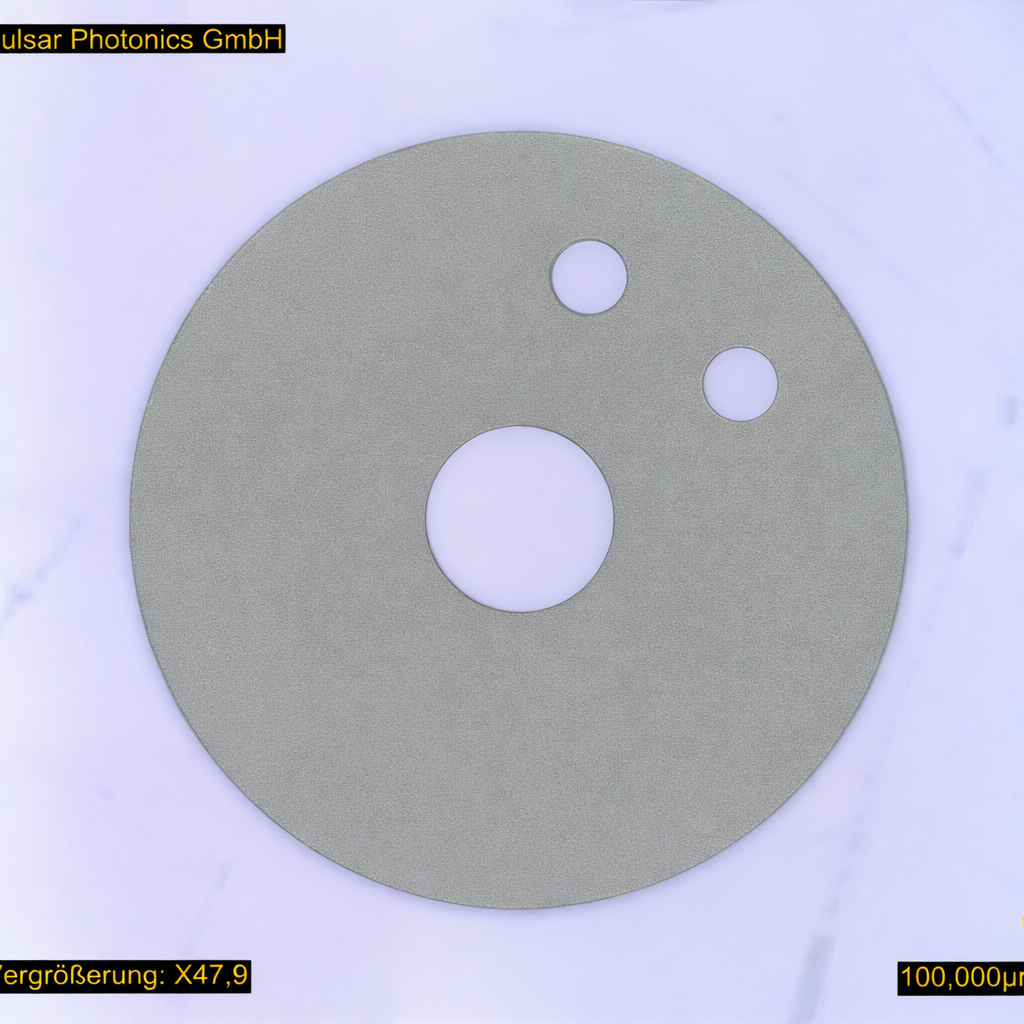
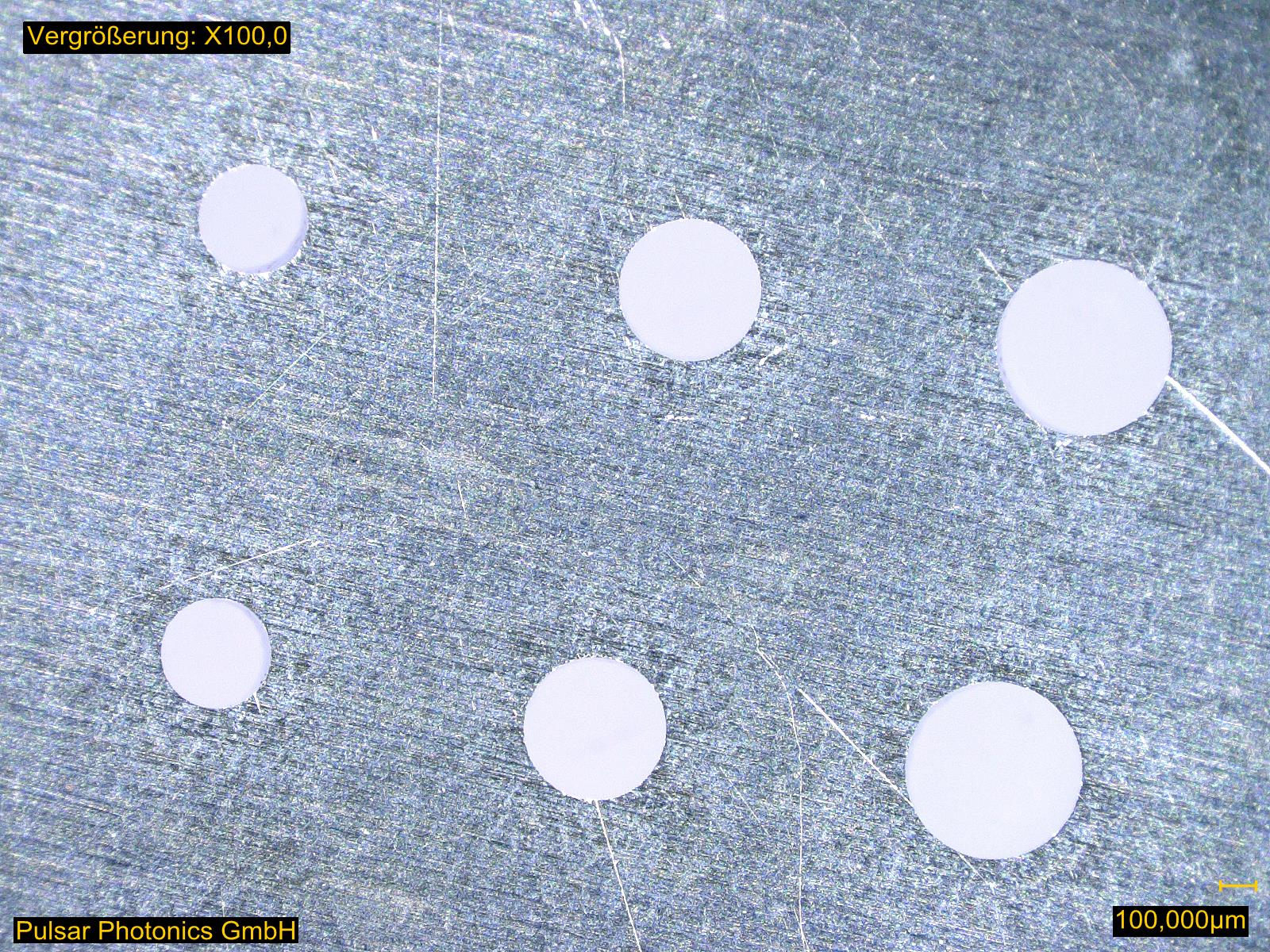
Comprehensive quality control: microscopic measurement, micrographs, silicon moulding
Laser Machining with Helical Optics: Highly Precise Cylindrical Holes without a taper
Helical drilling is a highly precise laser drilling method, in which the laser beam is guided across the material on a revolving path. At the heart of the technology are specialized optics comprising a dove prism and a hollow shaft drive. The dove prism rotating inside the hollow shaft directs the laser radiation along a defined circular path on the surface of the workpiece. In addition to this circular motion, the beam is also angled slightly against the vertical axis. Such a combination enables precise control over the angles of the resulting borehole sidewalls. This is the helical drilling optics’ biggest strength: the ability to create perfectly cylindrical and non-tapered holes.
As the laser is directed along its circular tool path, material is ablated symmetrically around the eventual bore hole shape in a controlled and steady manner. The revolving motion is what makes the cylindrical shape so near-perfect. If the parameters are adjusted accordingly, the hole can even be created with a negative taper angle (exit diameter larger than entry diameter). In combination with an ultrashort pulse laser, heat ingress is minimized and ablation is controlled very accurately. The results are well-defined, exactly sized holes, highly accurate to shape and with excellent wall qualities.

Our services in Laser Helical Drilling
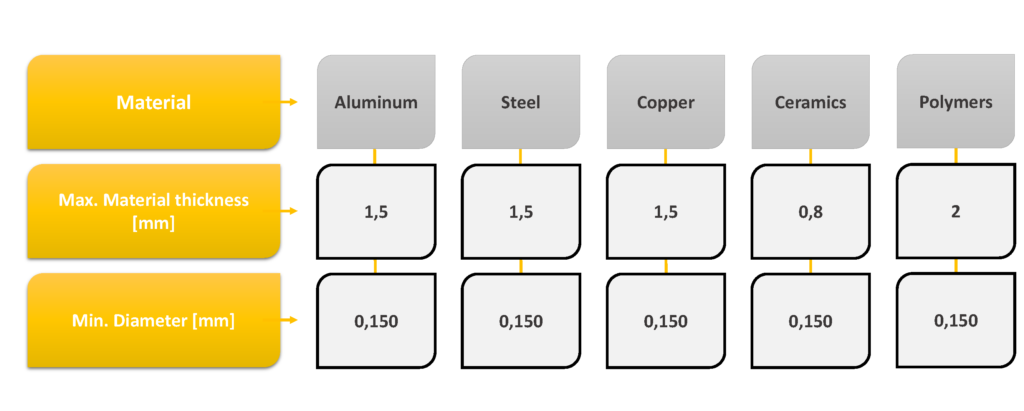
On our MicroDrill machine, we combine the helical drilling optics with ultrashort pulse (USP) lasers in the femtosecond to picosecond range. With this, we achieve minimum bore diameters of 150 µm at material thicknesses of up to 1,5 mm. The USP technology is applicable to almost any material – particularly metals such as stainless steels, aluminum, copper or titanium, but also polymers and ceramics.
The achievable surface roughness of the bore walls is below 1 µm Sa. With our custom-built fixtures, virtually any workpiece from thin films to billet materials and even complex assemblies can be precisely fixed and positioned. We serve both singular hole and high hole count applications and support projects ranging from one-offs to serial manufacturing.
In addition, we offer microscopic examination, micrographs and silicon moulding in order to evaluate and analyze the bore hole shape and deliver a well-founded quality assessment all from one source.
Achievable qualities and scopE of application
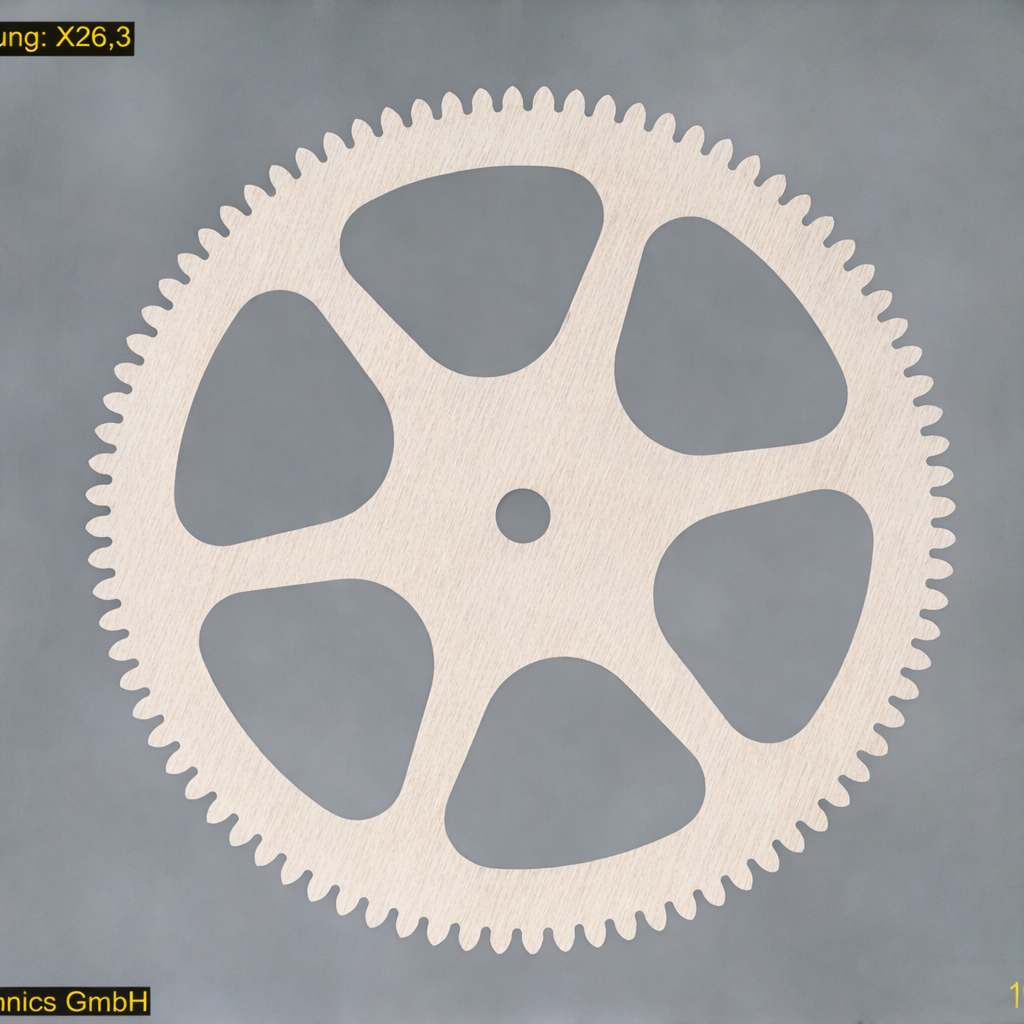
- Example workpieces: thin-walled nozzles, circuit boards, watch movements
- Materials: stainless steel, aluminum, copper, polymers, ceramics, glass
- Material thicknesses: ca. 50 – 1500 µm
- Geometries: individual
- Hole diameters: >150 µm
- Achievable roundness: > 97 %
- Diameter tolerances: < 10 µm / 1 -2 %
Application examples
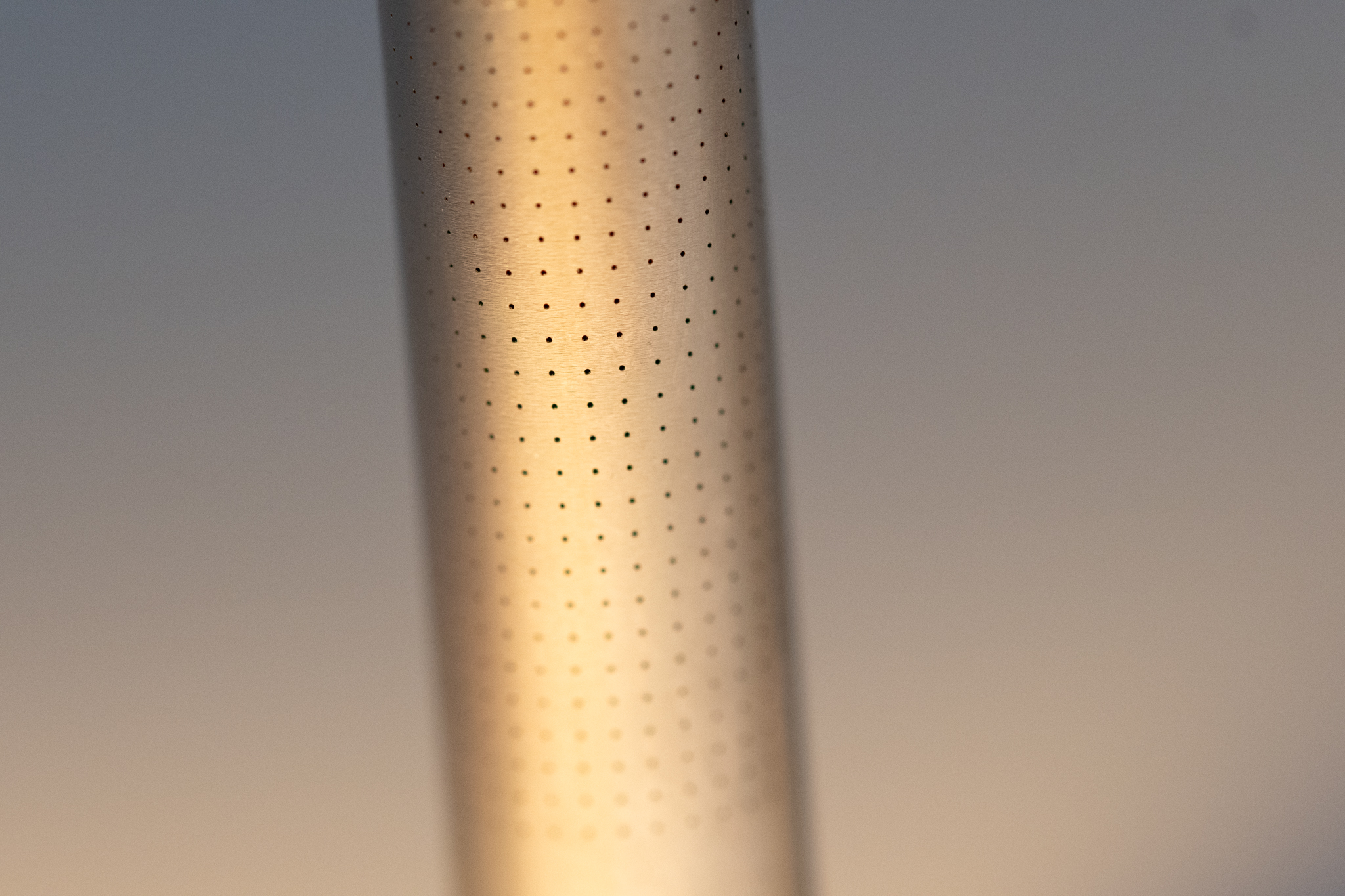
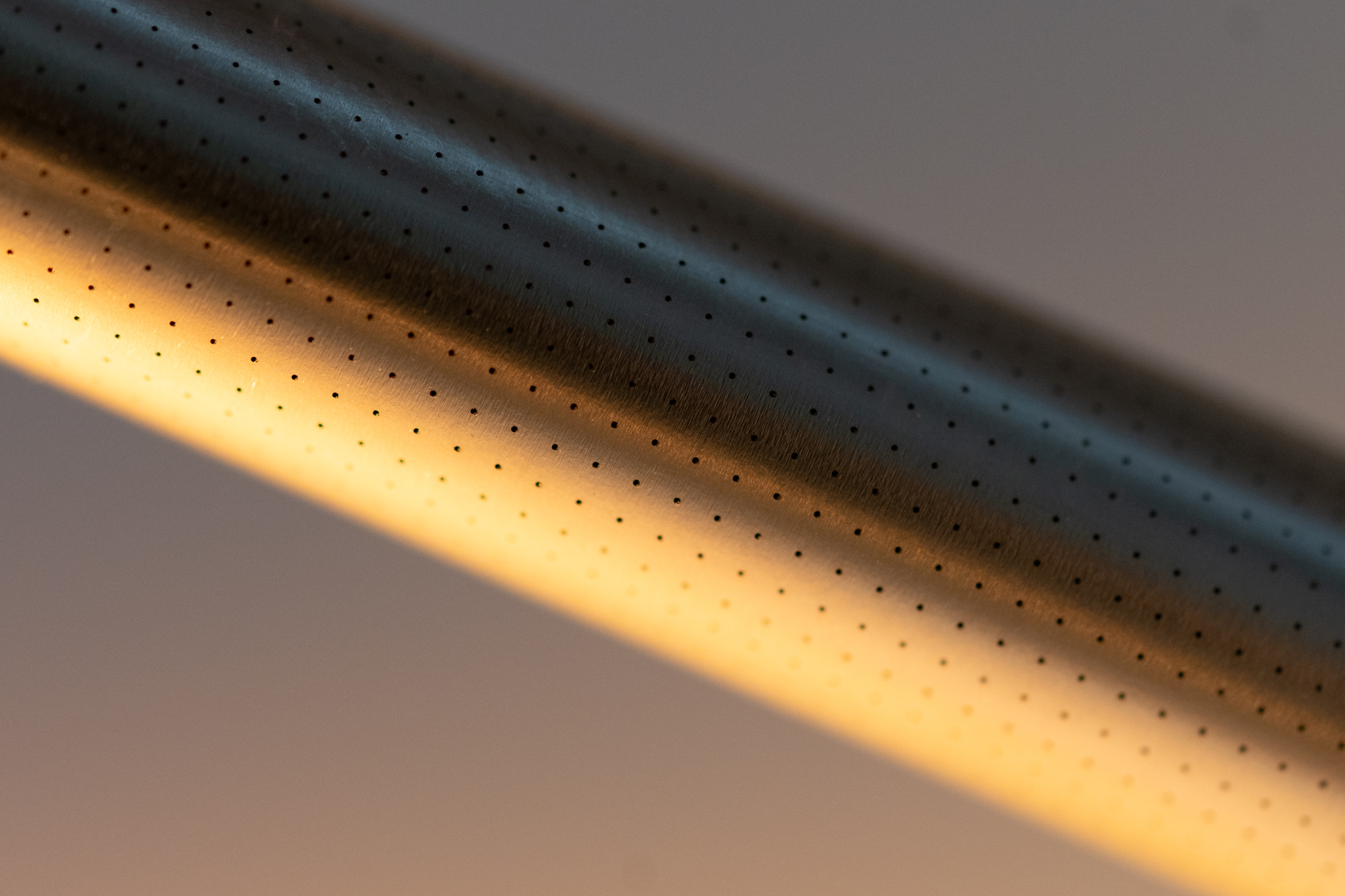
An insight into the helical drilling process
The right Machine solution: RDX500
The compact RDX500 series by Pulsar Photonics is mainly aimed at microtechnical applications in research and development and at those who are just starting out in laser micromachining.
These machines are used for micro drilling, for tribological surface functionalization and for 2.5D-machining.
They also serve as capable allrounders for contract manufacturing.


Your Personal Contact person
Dennis Pechner
Technical Sales, Laser Application Center
