Mass precision laser drilling of parts
Automated machining for series production

What are the challenges in micro drilling parts for series production?
Precise laser drilling of small parts becomes praticulary challenging when large quantities must be machined. In many manufacturing processes, parts are handled in bulk, which further complicates handling and positioning. Mechanical processes quickly reach their limits with very small drilling diameters. Tool wear, burr formation or unstable processes are potentially severe issues. The challenges in micro drilling of series parts include:
- Very small drill diameters (3-500 µm): high process stability and precision requirements
- High tool wear in mechanical drilling causes downtime and rising costs
- Burr formation or damaged edges lead to scrap
- Complex handling and positioning of workpieces
- Difficult automation for very small parts
- Varying drilling quality at high production numbers
- Quality assurance in the production process
- Realization of product variants: variation of drill diameters and placements complicate processes and can require retooling of the machine
- Unsorted parts at high production volumes
Our solution: Automated laser precision drilling of small parts in series
Laser based manufacturing enables a new kind of process safety: micro drilling can also be automated in “unsorted parts”, enabling reproducible and economical manufacturing.
- Nonwearing tooling, contactless and burr-free
- Laser processes with extremely high resolution
- Automated feeding of workpieces for a continuous series production
- Singulation & precise positioning of small parts
- Handling solutions adapted to specific parts
- Highly reproducible laser processes
- Up to 100% parts inspection in the production process
- Stable process quality
- Easy integration with automated manufacturing lines
- Digital process chain, easy adaptation
Your advantages with automated precision laser drilling of small parts

Quality
High precision even at very small drilling diameters down to the single-digit µm-range

Process safety
Consistent drilling quality across large quantities and long production runs using digital manufacturing processes

Economy
Fewer rejects thanks to precise, automated, and controlled machining. Minimal downtime

Integration ability
Automated, scalable processing of bulk materials with a bin-picking singulation function
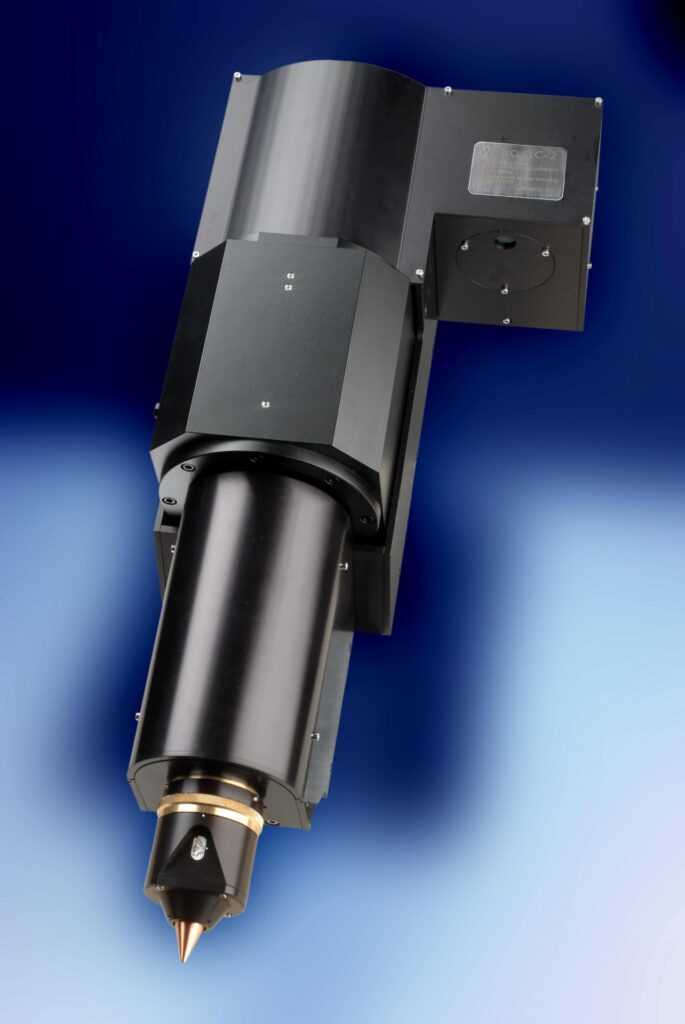
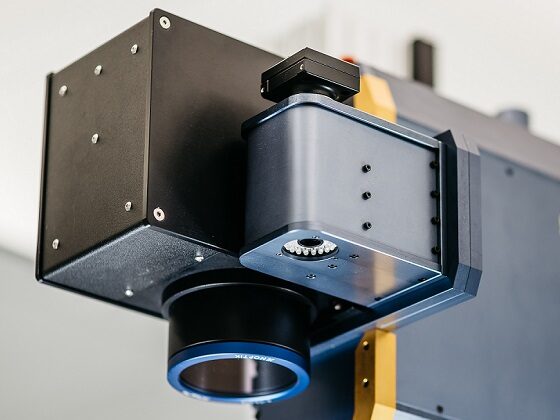
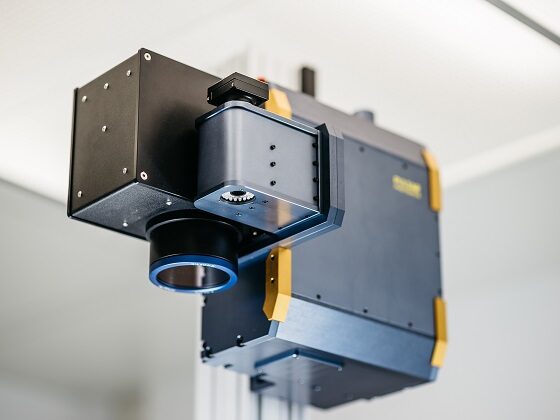
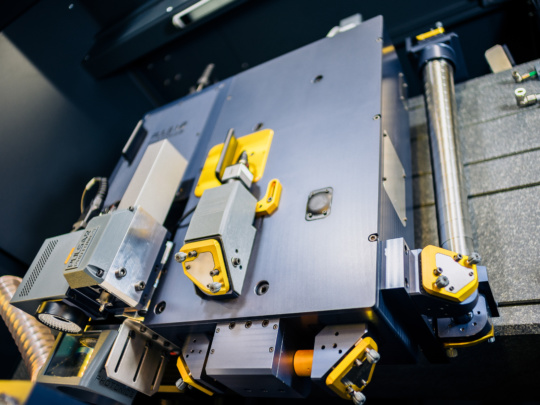
Machine Solution:
Singulation & Automated laser machining in series
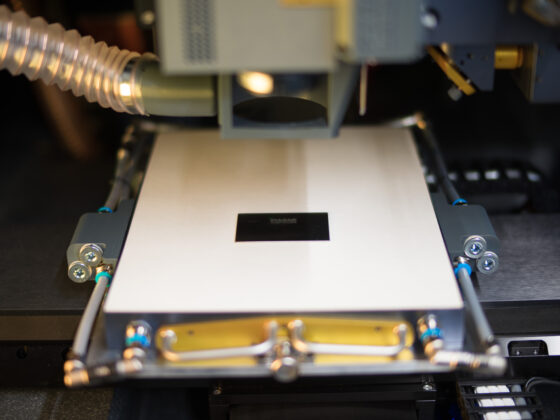
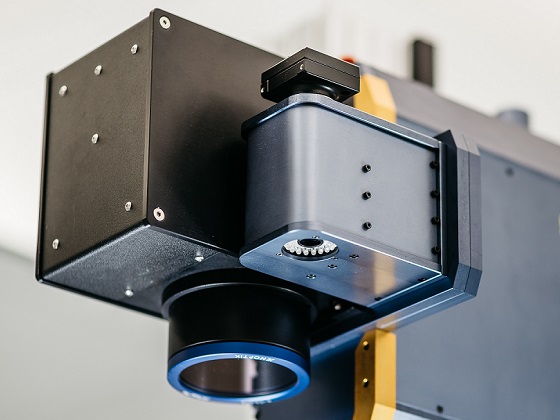
Pulsar Photonics has developed the P1000 automatic for automated machining of small parts. The machine is specially designed to machine small parts fed in as bulk material and to economically create micro-drillings in large quantities. The combination of automated feeding, precise positioning and stable laser machining creates a continuous process from singulation to the finished borehole.
- Machine availability around the clock
- Up to 100% parts certification
- Application-specific software solution
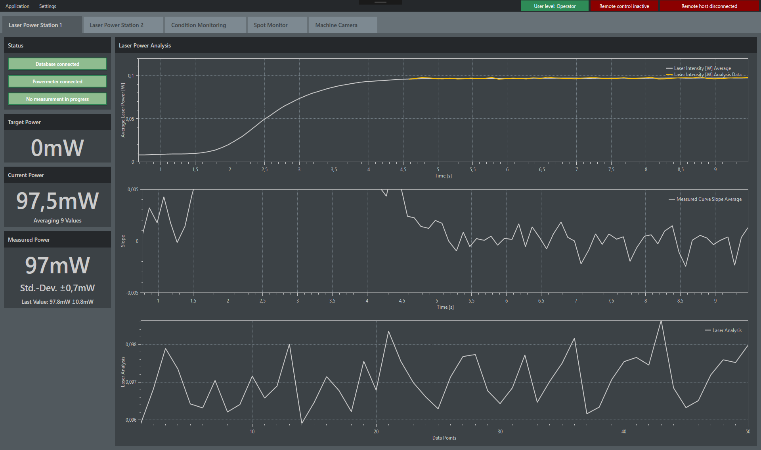
- Continuous monitoring of machining parameters
- automated feeding and singulation of bulk parts and bin-picking
- precise positioning of parts
Using the example of laser drilling of brass tubes with a QCW laser, the following values can be achieved:
- Up to 300,000 parts per day
- < 0.2 % rejects
- down to 0.5 ct process cost per part
Typical Parts For precision laser drilling
- Small rotationally symmetric metal parts
- Cylindrical precision parts
- Sleeves and thin-walled metal parts
- Stampings and bent components
- Contacts and connecting elements
- Small functional parts with microdrillings
- Small medical components
- Injection moulded parts for electronics or medical technology
- Contact pins
- Micro-sleeves
- Nozzles
- and more

Our Products & Services

Laser Machines
Machine construction for laser material machining. Modern laser machines for single-item and series production.

Laser Contract Manufacturing
Component manufacturing & machining with ultrashort pulse lasers. Feasability studies, process development and contract manufacturing through to series production.

Feasability Tests & Process Development
Along the path to the production machine, parts, applications and processes are developed and tested at the Pulsar Photonics laser application center in close cooperation with the customer. On the basis of real parts, laser processes are analyzed and optimized. under real-world conditions.
- Feasability analyses for new applications
- Development and optimization of laser processes
- Tests with real components and materials
- Assessment of quality, precision and process stability
- Validation of production processes before series integration
Do you have a question about a product?

Your Contact Person for sales
Louisa Draack
Technical sales
The Company: Why Choose Pulsar Photonics?

- Extensive, long-term experience in laser micro machining
We have comprehensive experience in the development of industrial laser processes for the creation of precise micro structures and drilling microscopic holes in diverse materials - Development, automation and machine engineering – all from a single source
Starting with process development and reaching all the way to the finished automated production machine, we accompany our customers every step of the way towards industrial implementation - Process development at our in-house laser application center
New applications and workpieces can be tested at our laser application center and further developed in cooperation with customers - Solutions for industrial series production
The machines are specially designed for stable processes, high volumes and an integration into automated production environments