
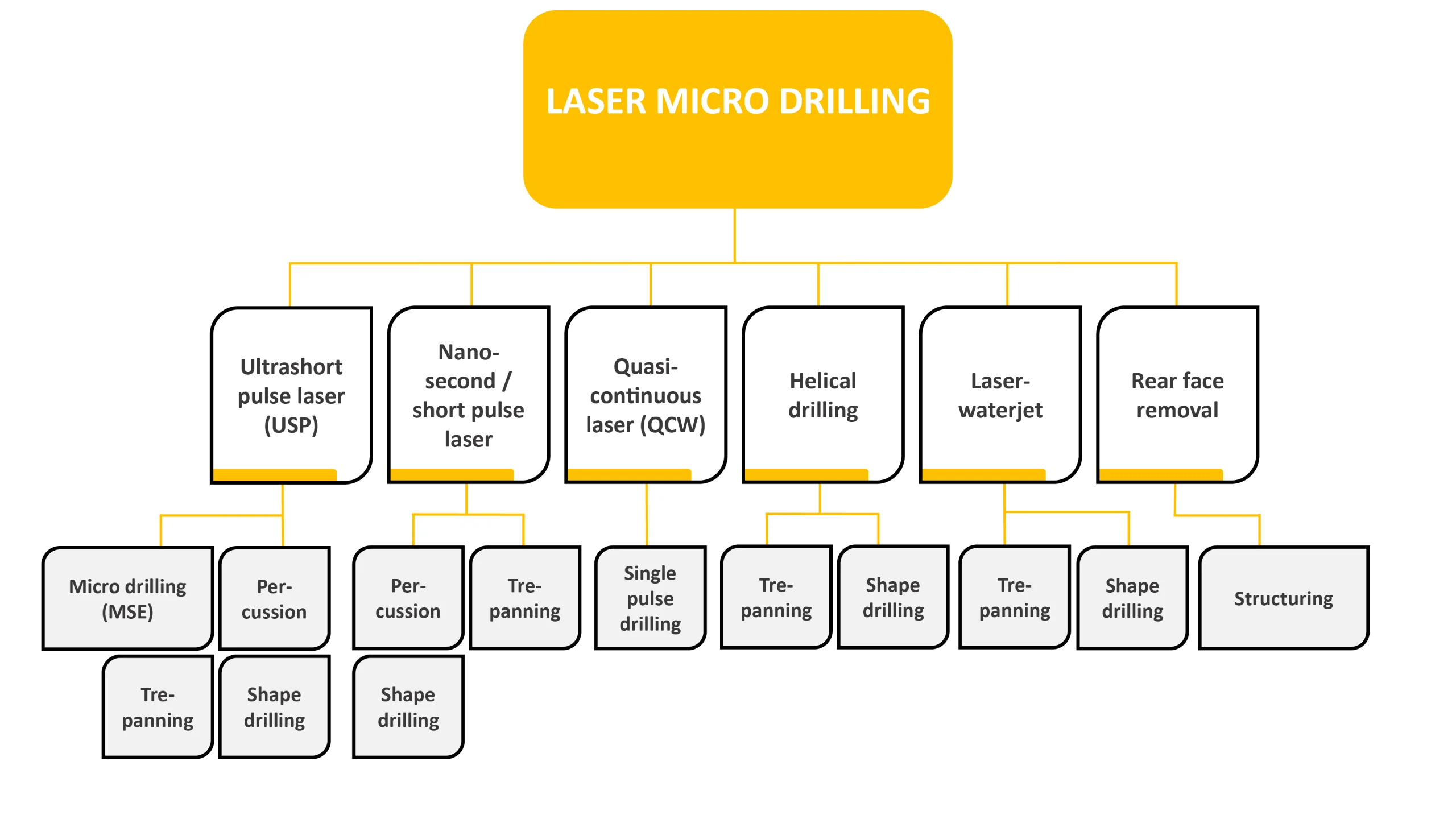
Choice of different laser types, wavelengths and drilling methods
Holes with diameters starting at 2 μm
Cylindrical holes with aspect ratios up to 1:100
Laser Drilling in Industrial Manufacturing:
Precise Drilling with USP-, SP- and QCW-Lasers
Laser drilling is an extremely versatile and powerful method for creating drilled holes – and there is a suitable laser type for almost every application. It is precisely this flexibility that makes the process so attractive for a wide variety of applications in industrial manufacturing.
Compared to conventional mechanical drilling methods, laser drilling stands out above all for its high precision and the minimal mechanical stress placed on the workpiece. Since there is no direct tool contact, there is no tool wear in the conventional sense, and even sensitive or hard-to-reach areas can be reliably machined . In addition, a wide range of holes can also be produced, from very small, precise diameters to holes with high aspect ratios, as well as materials.
Different pulse regimes are used depending on the requirements. Each has its own advantages.
When drilling with ultrashort-pulse lasers (USP), maximum precision is typically the top priority. Extremely short pulses remove material in a highly controlled manner, resulting in exceptionally clean and fine holes with a minimal heat-affected zone. This process is ideal for applications where the highest quality and low thermal stress are critical.
Short-pulse drilling (SP) occupies a middle ground, so to speak. It combines good machining quality with cost-effective productivity. The heat input is higher than with USP processes, but significantly lower than with melting-based processes. This makes SP processes suitable for many industrial applications where a balance between quality and efficiency is required.
In contrast, drilling with quasi-continuous-wave (QCW) lasers places priority on laser power. Material removal is predominantly melting-based, making the process particularly robust and efficient for larger drill diameters or thicker materials. Compared to USP, the machining is less “fine,” and may therefore result in a larger heat-affected zone and more residue.


Our Manufacturing abilities in the Laser Application Center
What you can expect from the laser applaction center –
From Feasability to Series production
We offer laser drilling as a specialized service for precise and repeatable drilling processes across a wide range of industries. Our focus is on customized solutions that are precisely tailored to specific applications and materials.
Thanks to our state-of-the-art equipment, comprehensive technology portfolio, and in-depth process expertise, we can reliably handle a wide variety of materials, geometries, and requirements. From the initial feasibility assessment to reliable implementation, we support our customers throughout the entire development process.
We offer a variety of laser sources to meet your specific needs:
- Ultrashort pulse (USP)
- Short pulse (SP)
- Quasi-continuous-wave (QCW)
To ensure the best possible results, we work with different wavelengths in the infrared (IR) and ultraviolet (UV) ranges. This allows us to precisely tailor the interaction between the laser and the material, from highly precise, virtually heat-free processes to high-power, melting-based applications.
Among the common drilling methods, we rely on percussion drilling, trepanning and shaped drilling, using USP lasers in particular for maximum precision. In the QCW sector, we offer single-pulse drilling, which is ideal for thick materials from approximately 1 mm onwards. We also employ special processes, such as helical drilling with USP lasers, to achieve vertical drill holes and meet the highest quality standards.
Laser waterjet cutting is also part of our portfolio, specifically for extremely thick materials up to 20 mm and for applications requiring vertical walls. We also process glass with high process reliability: High-quality vertical holes can be produced through rear-side ablation.
In addition to laser processing, we offer comprehensive analysis and testing services. Holes can be measured under a microscope, cross-sectional images can be created, and silicone impressions can be made for geometric analysis.

Laser Micro Drilling: Our Statistics
Maximum number of holes drilled per component
Smallest hole diameter achieved
Maximum number of laser beams in the Process
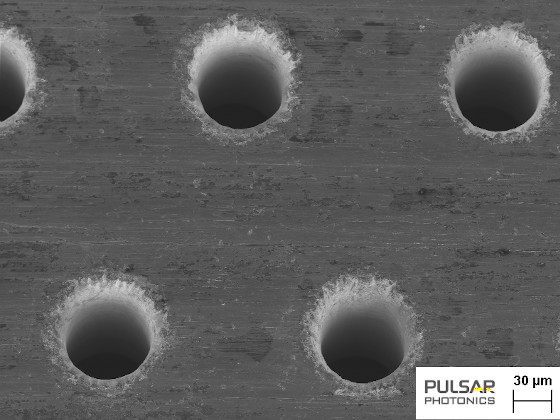
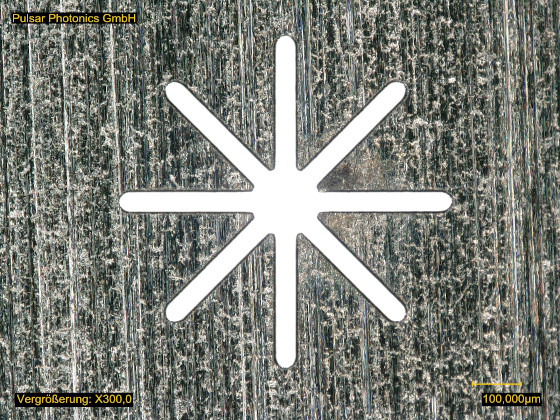
Percussion drilling, shape drilling & Trepanning with the ultrashort pulse laser
Laser Percussion Drilling & Trepanning
In laser percussion drilling, the laser beam is briefly focused on a specific point on the workpiece, and a defined number of laser pulses are applied to the workpiece.
Each laser pulse removes a portion of the material volume, thereby drilling a hole through the workpiece. The resulting hole diameter is typically in the range of the laser beam’s focal diameter.
To create shaped holes with larger diameters, the laser beam is additionally moved during the drilling process – this is referred to as laser trepanning.
Achievable qualities
- Materials: Steel, aluminum, titanium, ceramics, polymers etc.
- Material thicknesses: 5-100 µm
- Hole diameters: 2-50 µm
- Typ. aspect ratios: Up to 1:5
- Hole shape: Slightly tapered due to the nature of the process
- Number of holes per workpiece: From a single borehole to several million
Applications
- Ventilation holes
- Microfilters
- Electronics
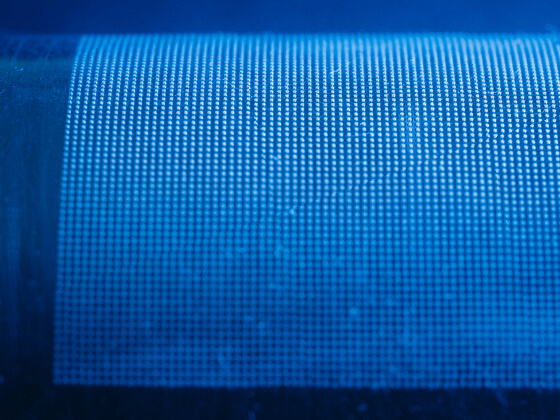

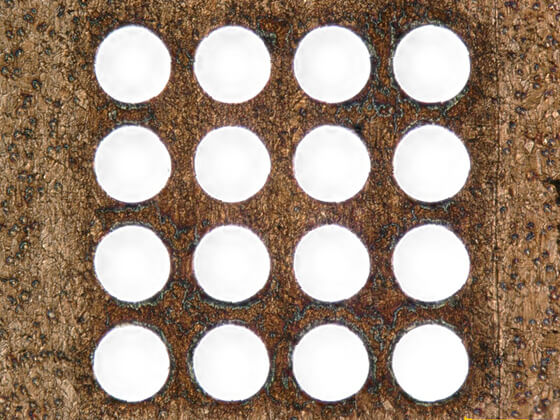
Laser Drilling with the Quasi-Continuous-Wave Laser (QCW)
Single-Pulse Drilling & Trepanning with a Laser
When drilling with QCW (quasi-continuous-wave) lasers, power is the primary focus. Material removal is primarily melt-based, which makes the process particularly robust and efficient for larger drill diameters or thicker materials. Compared to USP lasers, the machining is less precise, so it may result in a larger heat-affected zone and more residue.
Achievable qualities
- Materials: Stainless steel
- Material thicknesses: 0,5 – 1,5 mm
- Hole diameters: 70 µm | 100 µm | 140 µm
- Shape of the holes: Trumpet-/bell-shaped
- Open surface: Up to 12 %
- Number of holes per workpiece: > 100.000
Applications
- Sieves for filtering applications
- Sieves for centrifuge applications

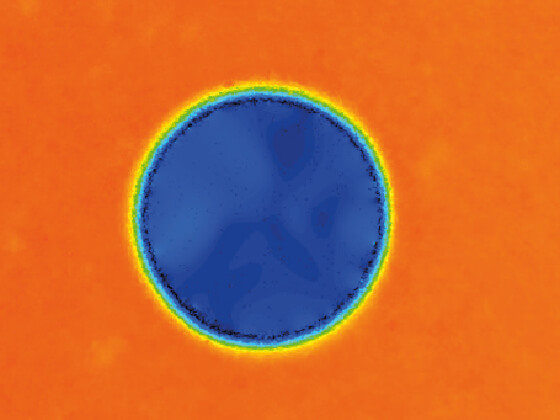
Helical Drilling as a special method: Precise Laser Drilling With a High Aspect Ratio
Precision Drilling with a High Aspect Ratio
By using specialized optics for helical drilling, precise micro-holes can be created in components with material thicknesses of up to several millimeters. In combination with an ultrashort-pulse laser, holes of the highest quality can be produced in virtually any material.
Examples of applications include injection nozzles, spinnerets, vent holes, and filter applications.
Achievable qualities
- Materials: Steel, aluminum, titanium, ceramics, polymers,…
- Shape of the hole: Vertical hole walls
- Controllable conicity: +/- 5°
- Material thicknesses: Up to 1.5 mm
- Typ. aspect ratio: Up to 1:20
- Hole diameter: From 0.07 mm
- Number of holes per workpiece: Typ. from individual boreholes up to several hundred
Applications
- Nozzle holes
- Spinnerets


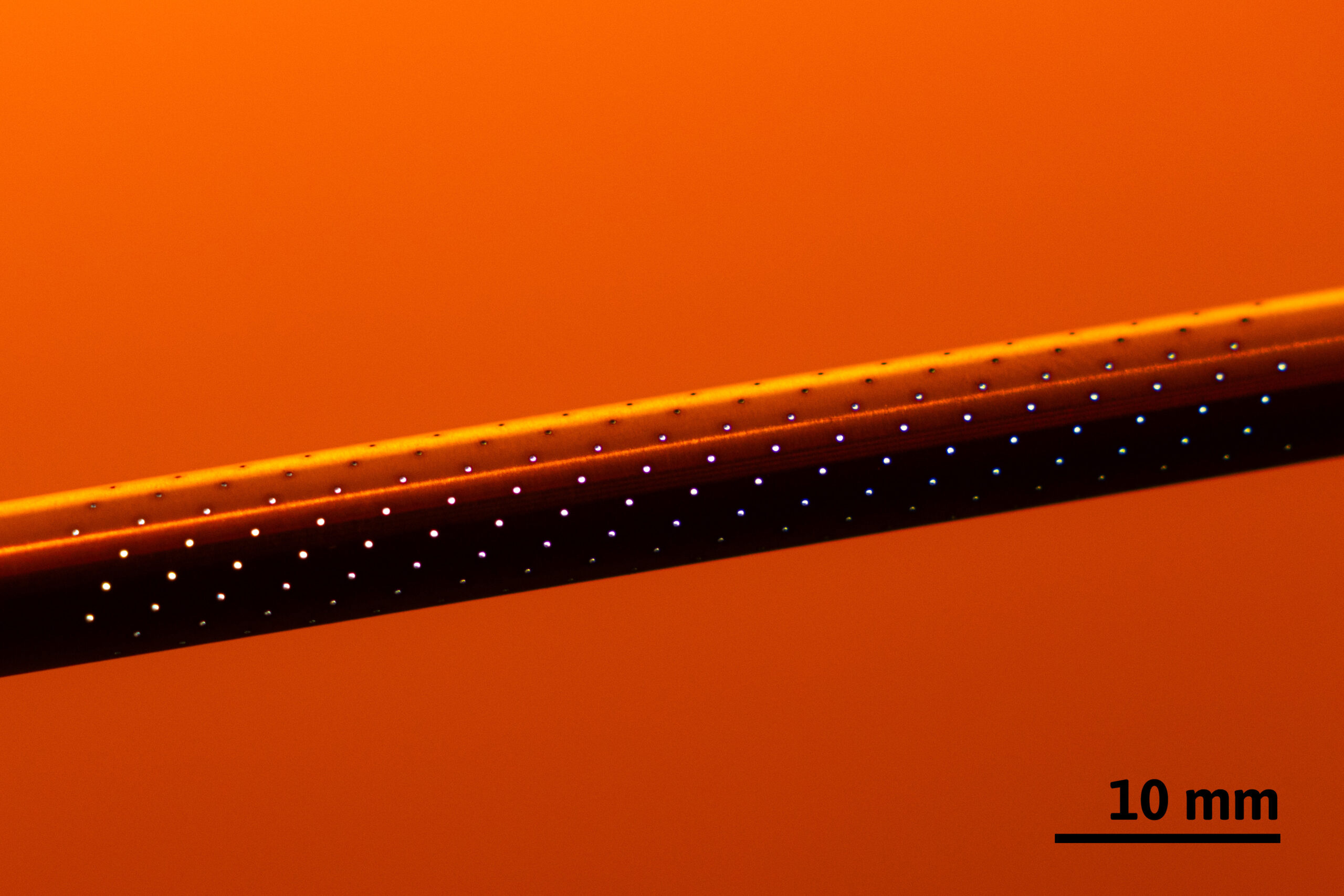
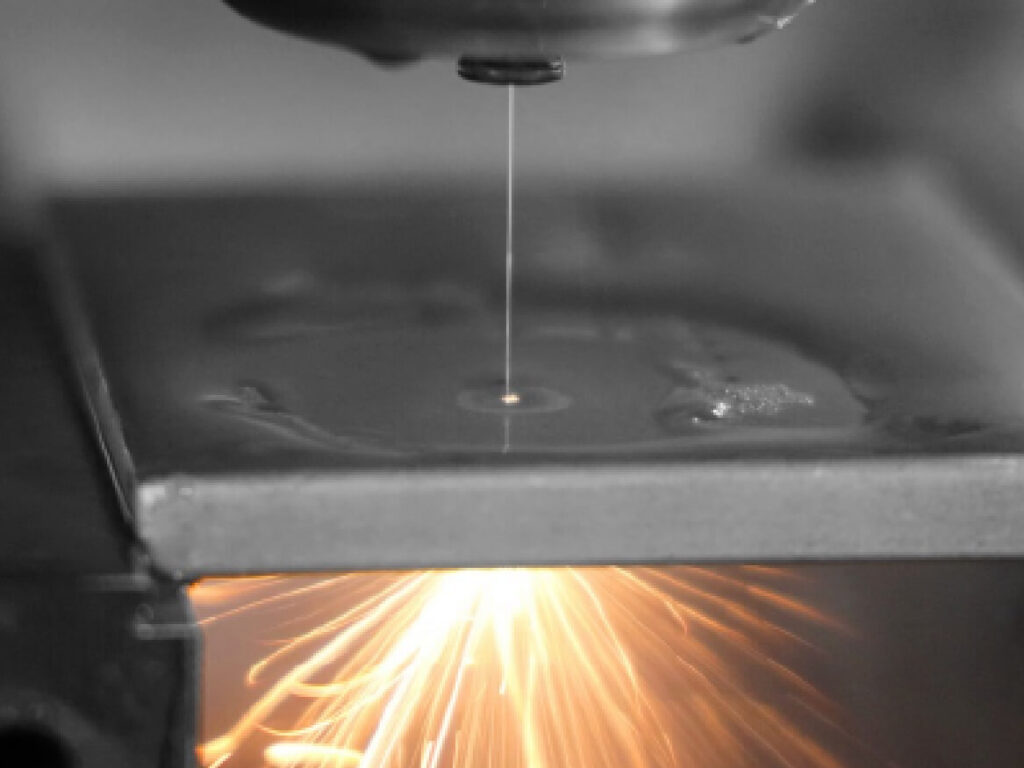
Laserwaterjet: Deep hole drilling with the waterjet-guided laser
Laser drilling & cutting with waterjet guiding
The waterjet-guided method uses short-pulsed laser radiation to allow for deep hole drilling with extreme aspect ratios (structure width to material thickness ratio). To achieve this, the laser radiation is coaxially coupled into a thin waterjet. Through this light conductor, the laser radiation is guided onto and through the workpiece, retaining its focus diameter along a significantly longer distance.
By moving the workpiece relative to the waterjet, highly precise cuts can be realized.
Achievable qualities:
- Materials: Stainless steel, aluminum, titanium, ceramics
- Material thicknesses: Up to 20 mm
- Hole diameters: Min. 400 µm
- Typ. aspect ratios: Up to 1:100
- Numer of holes drilled per workpiece: Typ. from single holes up to several thousand
Applications
- Holes drilled in turbine blades
- Jewellery
- Equipment manufacturing
- Semiconductors
- Aerospace
Manufacturing on our laser drilling systems: Drilling processes for the production of micro sieves
The RightMachine Solution: RDX2Drill
The RDX2Drill is a configuration within our RDX2Fiber machine series and was specifically developed for the production of metal sieves and filters using melt-dominant laser drilling.
A fiber laser, a drilling process head (with fixed optics), and a high-speed XYZ-axis system for positioning workpieces under the process head ensure highly productive drilling processes.
This technology is suitable, for example, for the production of filter applications in the field of sustainable manufacturing. Thanks to the software-based control system, virtually any drilling pattern can be realized.


Everything you need to know about laser drilling
Find out more about laser micro machining for industrial applications.
FAQ LASER Drilling

Your Personal Contact person
Dennis Pechner
Technical Sales, Laser Application Center
