
What is Laser Drilling?
Overview of Laser Drilling Methods & Guide for the Application of Laser Drilling
Dr. Stephan Eifel | 21. December 2023 ᛫ 10 Min.
Laser drilling has established itself as an important tool in the world of modern manufacturing methods. The process, which stands out with its high precision, large bandwidth of processable materials and great efficiency, has revolutionized a wide range of application areas such as the manufacturing of electronics (circuit boards), filter technology (microsieves) or the automotive field (injection nozzles).
Despite the large range of laser drilling as a method, many of our customers are facing a challenge in their product development: it is often difficult to determine, whether or not laser drilling is suitable for a specific application area or component. This pertains to both the general feasability as well as the economic viability of the method. The decision-making process is further complicated by the large number of applicable laser drilling methods and laser beam sources.
As experts with many years of experience in the field of laser drilling, in this article we provide you with a comprehensive overview of the prevalent laser drilling methods. The advantages of each method as well as typical achievable specifications will be listed. The goal is to establish an initial orientation guide to enable you do decide, whether or not the method of laser drilling is generally suitable for a given application and if so, which specific laser drilling method should ideally be utilized.
Basics of Laser Drilling
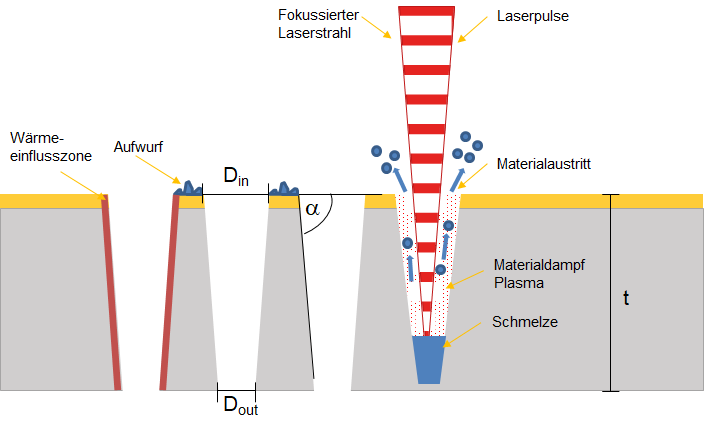
The principle of laser drilling is based on the targeted removal of material from a workpiece with a defined thickness through the use of laser radiation. Typically, a cylindrical or conical volume is removed from the workpiece, creating a borehole with an entry and an exit. The removal of material is achieved through the exposure to laser radiation. The laser radiation is focused on the workpiece and absorbed therein. Through the absorption and a high local heating, a phase change is created in the material, leading to the creation of a melt and a material vapor. The material vapor creates high pressure, thereby transporting the molten material out of the borehole. Thus, with increasing irradiation time, a borehole is created within the workpiece.

How is the quality of a laser borehole specified?
A laser drilled borehole comprises a number of attributes, which can be characterized by geometrically measurable metrics:
- Borehole diameter and circularity
A borehole consists of an entry and an exit, the terminology is analogous to the entry and exit sides of the laser beam. For the typically circular boreholes, these diameters can easily be determined. Because the diameters D between laser entry and exit can differ, entry and exit diameters Din und Dout are defined.
The shape of circular boreholes may deviate from the perfect circular shape, for example due to differences in the beam profile from the ideal form or due to the occurence of polarization effects. Thus, a borehole circularity is defined as a measure of form tolerance: circularity = (Dmax-Dmin) / 2, wherein Dmax is the maximum diameter and Dmin is the minimum diameter of the borehole. - Taper α
Depending on the drilling method, the walls of the borehole may not be perfectly perpendicular to the entry plane. They may have a slight taper, typically in the range of 80-90°. Due to the deviance of the wall angle from the vertical, the exit diameter is smaller than the entrance diameter. - Aspecr ratio A=Din:t
The aspect ratio of a borehole is defined by the ratio of its entry diameter Din and the material thickness t (depth of the borehole). The various laser drilling methods mainly differ in this metric. The aspect ratio of each drilling method is limited by the taper that occurs during drilling. For tapers α < 90°, the sidewalls of the borehole meet at a certain depth. This geometrical effect leads to an aborted drilling process and thus to a limitation in the achievable aspect ratio using percussion drilling. The typical aspect ratios of 1:3-1:5 for percussion drilling correspond to sidewall angles of α = 80-85°.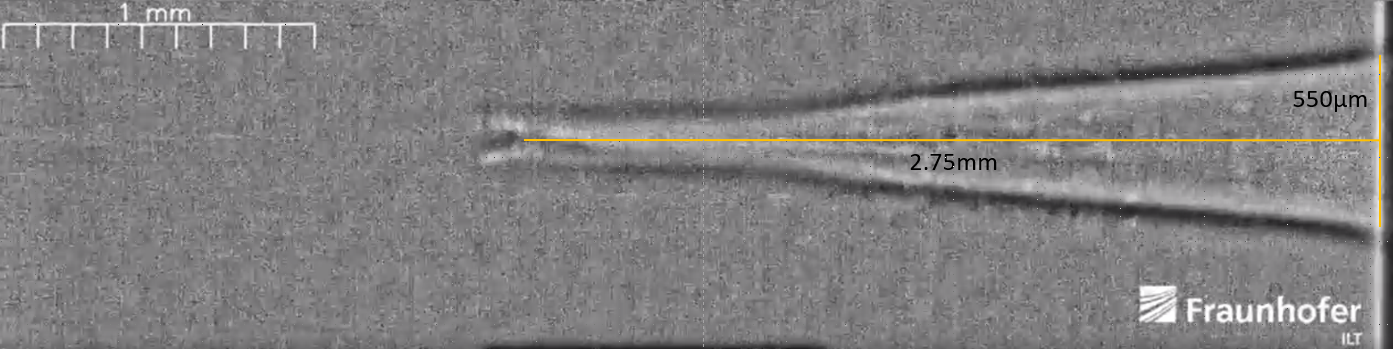

Synchroton capture of USP percussion drilling in metal (video still, borehole entry on the right, cross section). The maximum aspect ratio is limited to ca. 1:5 by the sidewall angle. (Source: Fraunhofer ILT, Aachen) - Tolerances
When producing a large number of holes, the average hole diameter and the variance of the hole diameters are particularly relevant. The drilling tolerances specify the achievable deviances from a target diameter. - Bulges
Due to the molten materical exiting from the borehole during the laser process, adhesions may occur on either side of the borehole. After the drilling process, these adhesions are visible as bulges. Typically a maximum bulging height is defined, which is determined by the distance between the unprocessed workpiece surface and the highest bulge around the borehole. - Heat-affected zone (HAZ)
Due to the heat input into the workpiece during laser drilling, a change in the structural conditions of the workpiece can occur in the region of the borehole walls. In metals, the heat-affected zone often shows itself through a discoloration around the borehole geometry (tempering color).
The achievable borehole qualities and drilling rates depend chiefly on the drilling method and laser beam source which are utilized. Hence, these are explained further in the following chapters.
Which Lasers are Applied in Laser Drilling?
Depending on use case and method, various laser beam sources can be applied in laser drilling. They mainly differ in the following attributes:
Which Laser Drilling Methods Exist?
Single pulse drilling
Single pulse drilling applies a single long duration laser pulse to drill through the material.
The extraction of the melt is usually achieved with the support of a process gas nozzle. Workpieces with a material thickness of up to several millimeters can be drilled with high pulse energies and longer pulse durations (ms to µs range). The drilling time in relation to the material thickness is minimal but the achievable quality is limited due to the melt within the ablation.
Typically achievable quality:
- Borehole diameter: 50-400 µm
- Diameter tolerances: ~5-15 µm
- Achievable aspect ratio: 1:3-1:5
- Bulging: Melt bulges at the entry and exit
- Heat-affected zone: pronounced zone due to the long duration laser pulses utilized in single pulse drilling
- Drilling rates: 20-200 Hz
- Typical application areas: Microsieves, engine blades
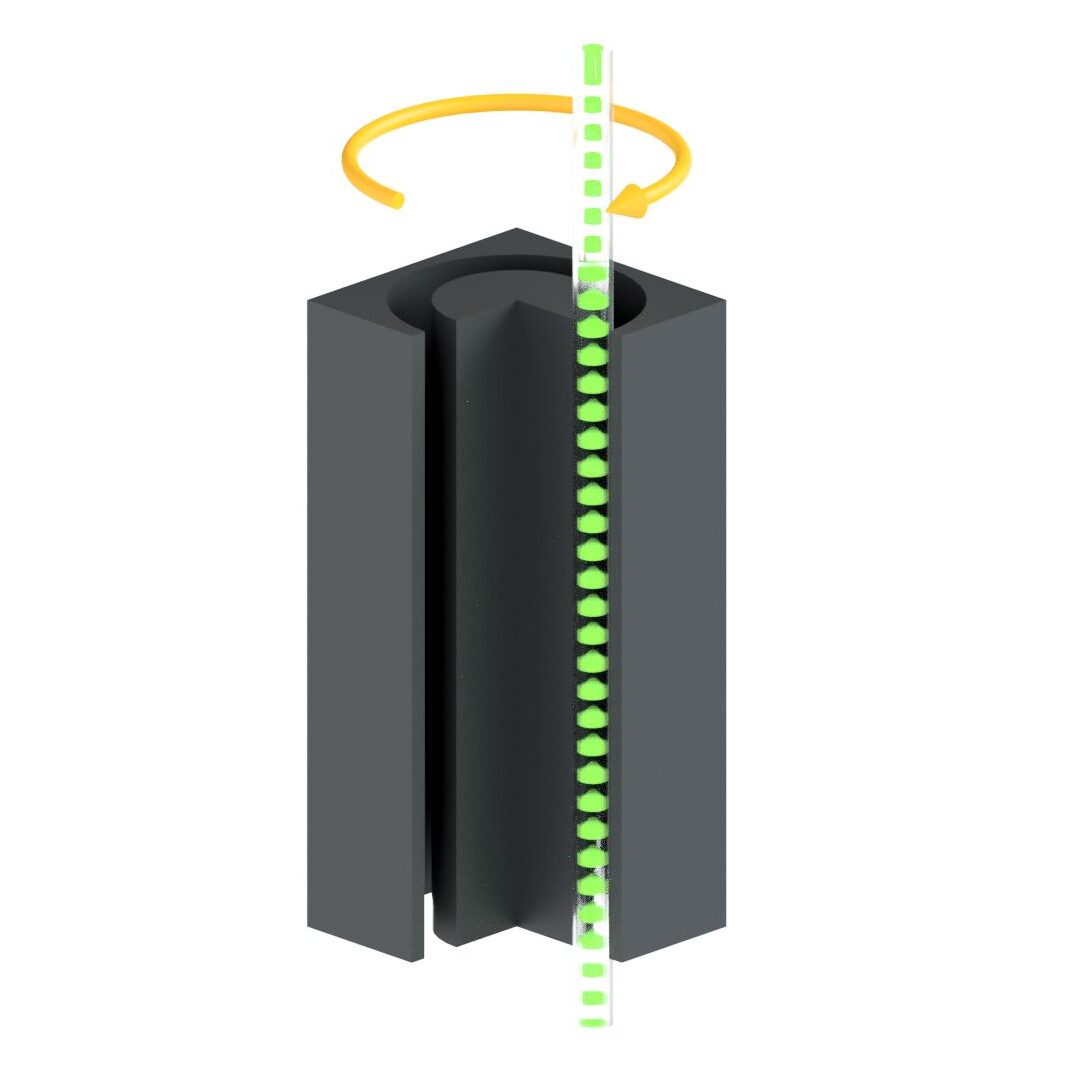
Percussion Drilling
During percussion drilling, material is removed step-by-step by repeated irradiation with multiple pulses onto the same area. Depending on the pulse length utilized, borehole depths of up to 10 mm are possible. For both single pulse and percussion drilling, the laser beam is stationary during processing. The borehole diameter correlates with the focus diameter on the workpiece and the pulse energy applied. The drilling time is low and the achievable quality is dependant on the pulse duration. The shorter the pulses, the higher the quality. Especially in the case of short pulse durations (ns-ps-fs), the entry diameter of the borehole is always larger than the exit.
Typically achievable quality:
- Borehole diameter: 1-400 µm
- Diameter tolerances: <1-15 µm
- Achievable aspect ratio: 1:3-1:5
- Bulging: Melt bulges dependant on pulse duration
- Heat-affected zone: dependant on pulse duration
- Drilling rates: 20-3.000 Hz
- Typical application areas: Microsieves, microscopic boreholes in polymers, ultra-small drills
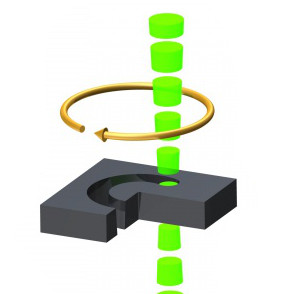
Trepanning
Trepanning utilizes a beam that is guided around a center point (typically the borehole axis) to drill a larger hole. This allows the creation of boreholes much larger than the focus diameter. The enlarged borehole is created through a cutting process.
Typically achievable quality:
- Borehole diameter: 0.1-x mm (limited by processing area)
- Diameter tolerances: <3-10 µm
- Achievable aspect ratio: 1:x-1:2
- Bulging: Melt bulges dependant on pulse duration
- Heat-affected zone: dependant on pulse duration
- Drilling rates: 1-50 Hz
- Typical application areas: Precise cutting of apertures
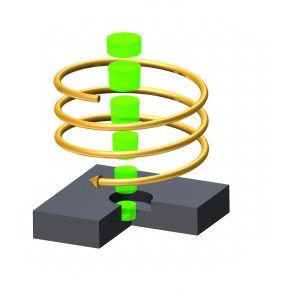
Helical Drilling
To overcome the issue of non-vertical borehole walls and the limitation this creates in terms of achievable depth, another process called helical drilling has established itself as a solution, especially when using short pulse durations.
In helical drilling, the laser beam is guided onto the workpiece in a circular motion using a motorized helical drilling optic. With multiple passes, the circular material ablation creates a borehole. A slight angle of the laser beam relative to the vertical axis allows the creation of a borehole with α=90° and makes high aspect ratios of up to 1:20 achievable . These high aspect ratios are in part possible thanks to reflections of the laser radiation at the bore walls, which enable a propagation of the laser beam through to the exit diameter.
USP helical drilling thus enables a laser drilling process with vertical bore walls, low ellipticity and smooth walls. The method allows boreholes with extremely high quality, drilling times range from 100 ms up to a few seconds.
Typically achievable quality:
- Borehole diameter: 30-300 µm
- Diameter tolerances: 1-3 µm
- Achievable aspect ratio: 1:20
- Bulging: no bulging when utilizing USP-lasers
- Heat-affected zone: very low
- Drilling rates: 0.1-5 Hz
- Typical application areas: Injection nozzles, other nozzles
Deep hole drilling with Waterjet-guided laser Cutting
The waterjet-guided method allows for the creation of deep boreholes with extreme aspect ratios (structure width/material thickness), both with short and long pulse laser radiation. The laser beam is optically coupled to a thin coaxial waterjet inside a specialized nozzle. The water acts as a light conductor and guides the laserbeam through the workpiece, maintaining its focus. This process enables the creation of shaped holes and cuts with aspect ratios of up to 1:400.
Typically achievable quality:
- Borehole diameter: 100-1000 µm
- Diameter tolerances: 10-20 µm
- Achievable aspect ratio: 1:400
- Bulging: low melt bulging
- Heat-affected zone: minimal heat-affected zone thanks to water cooling
- Drilling rates: 0.01-1 Hz
- Typical application areas: engine blades, deep boreholes
WHAT ARE THE ADVANTAGES OF LASER DRILLING?
Laser drilling is most useful in applications where conventional drilling methods such as mechanical drilling reach their limitations. In these cases, the laser shows its advantages:
- Materials: The laser can be applied to all types of materials. Even materials which are typically tough to machine such as hard metals, ceramics, polymers and glass can be drilled. Composites (CFRP, GFRP) can also be handled by the laser.
- Borehole diameter: Laser drilling allows the creation of very small bore diameters up to the range of a few micrometers.
- Drilling rate: Through the use of scanning systems, a very fast adjustment of the laser beam onto the workpiece is enabled. This enables very high drilling rates up to the kHz range for percussion drilling.
- Bore density: In the manufacturing of microsieves, the achievable porisity of the sieves and thus the density of bores is often of very high relevance. Laser drilling allows for higher densities especially when compared to micro etching and galvanic processing.
- Contactless processing: Laser drilling takes place without material contact with the workpiece, which avoids adverse effects due to mechanical influences.
When is each laser drilling method applied?
The choice for a specific laser drilling method is typically determined by the desired quality taking into account the productivity. This often involves a consideration of both the type of borehole and the drilling rate:
- Many boreholes: Drilling type vs productivity:
When there are many holes to be drilled (drilling grid, microsieve), the economic consideration calls for a drilling method with a high drilling rate. In this case, single pulse drilling and percussion drilling are most suitable. These methods always cretae conical bores, which limits the aspect ratio to 1:3-1:5. Often times, in the course of choosing a suitable drilling method, an allowable deviation from a cylindrical to a conical form is discussed with the customer. - High aspect ratio
If the borehole must be cylindrical (entry diameter == exit diameter) or if the desired aspect ratio is above 1:5, a helical drilling or waterjet-guided process is required. These methods enable the generation of high quality bores but the drilling rates are comparatively low. The creation of boreholes with high aspect ratios is thus often only used for single bores or in the case of a high number of bores per workpiece is reserved for high-end applications. - Pulse duration: Quality vs. productivity
The choice of a suitable pulse duration is also guided by the quality and the achievable drilling rate. If melt residue and a heat-affected zone on the workpiece are permissible, long pulse duration laser sources are favored. The melt-dominant ablation allows for a high ablated volume. If the required quality of the borehole is very high and the heat-affected zone must be kept small, ultrashort pulse lasers are applied. The volume removal rate is much lower than with long pulse processing due to the vapor-dominant ablation.
These criteria guide the choice for a suitable laser beam source and processing method for each application, always focusing on quality and productivity.
Summary
In summary, the article provides an overview over the different types of laser drilling methods. Typical metrics for the characterization of laser bores are specified and applied to the various drilling methods. The process of choosing the most suitable method usually involves weighing up quality and productivity. Customers and users receive an initial orientation for the applicability of laser drilling.

On the author:
Dr. sTEPHAN eIFEL
Dr. Stephan Eifel is one of the three managing partners of Pulsar Photonics and a laser enthusiast! In the year 2013, during his scholarly work at the Fraunhofer Institut for Laser Technology, he founded Pulsar Photonics together with his fellow researchers Dr. Jens Holtkamp and Dr. Joachim Ryll.